Custom Plasma Cutting Service
Experience precision and quality like never before with our custom plasma cutting service. We use the latest technology to ensure the highest level of accuracy and consistency.
Send us your designs and specifications for a free quotation
All uploaded files are secure and confidential
What Is Plasma Cutting Service
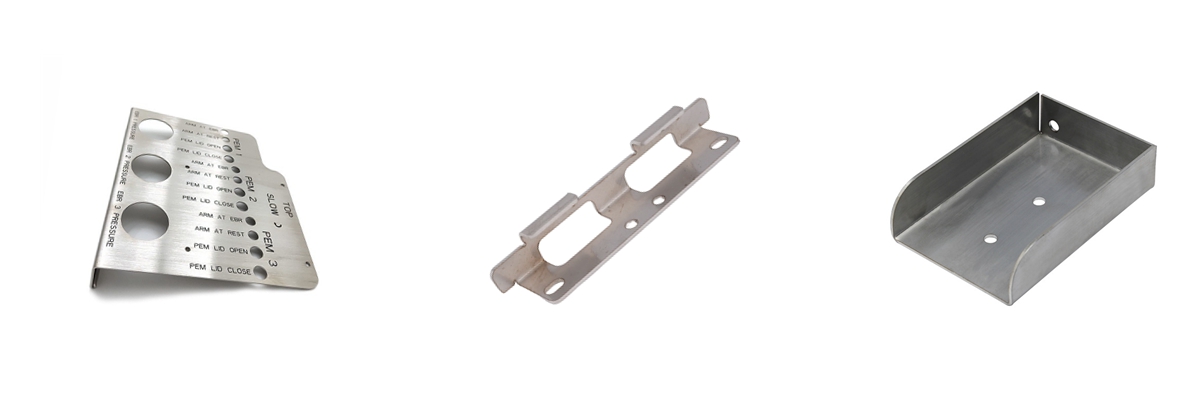
Our Plasma Cutting Service delivers high-speed, high-precision cutting for a wide range of metals. Using advanced plasma technology, we achieve superior cut quality, minimal kerf loss, and high production throughput for various industrial applications.

Applications of Plasma Cutting Parts
Our plasma cutting process delivers precision and versatility for producing custom metal parts. Explore high-quality, tailored components for a wide range of industrial applications.

Neway Plasma Cutting Service Capabilities
Get Precision and Quality with Our Custom Plasma Cutting Services! We are a leading manufacturer of custom plasma-cut parts. With state-of-the-art equipment and experienced technicians, we deliver precise and accurate cuts for a wide range of materials. Trust us for all your plasma cutting needs!
Custom Parts Surface Finishing Available
Our Surface Treatment Service offers specialized finishes for custom parts, enhancing durability, aesthetics, and performance. We provide a range of processes, including Electroplating, Anodizing, Powder Coating, and Thermal Barrier Coatings, tailored to improve corrosion resistance, wear properties, and visual appeal of metal and plastic components across industries.
learn more
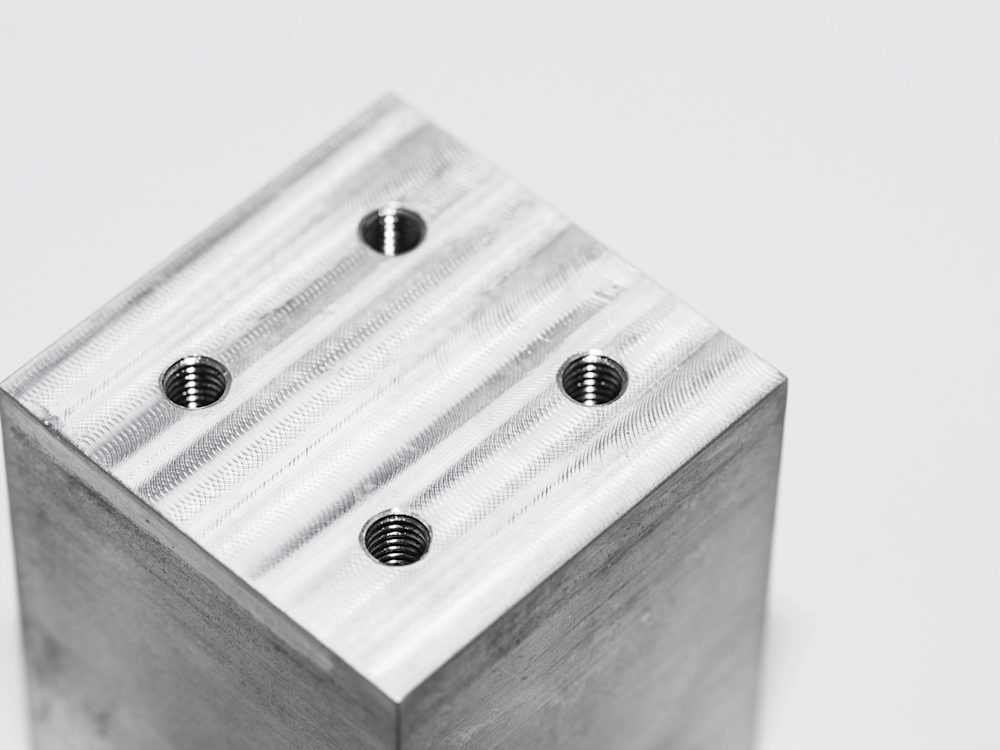
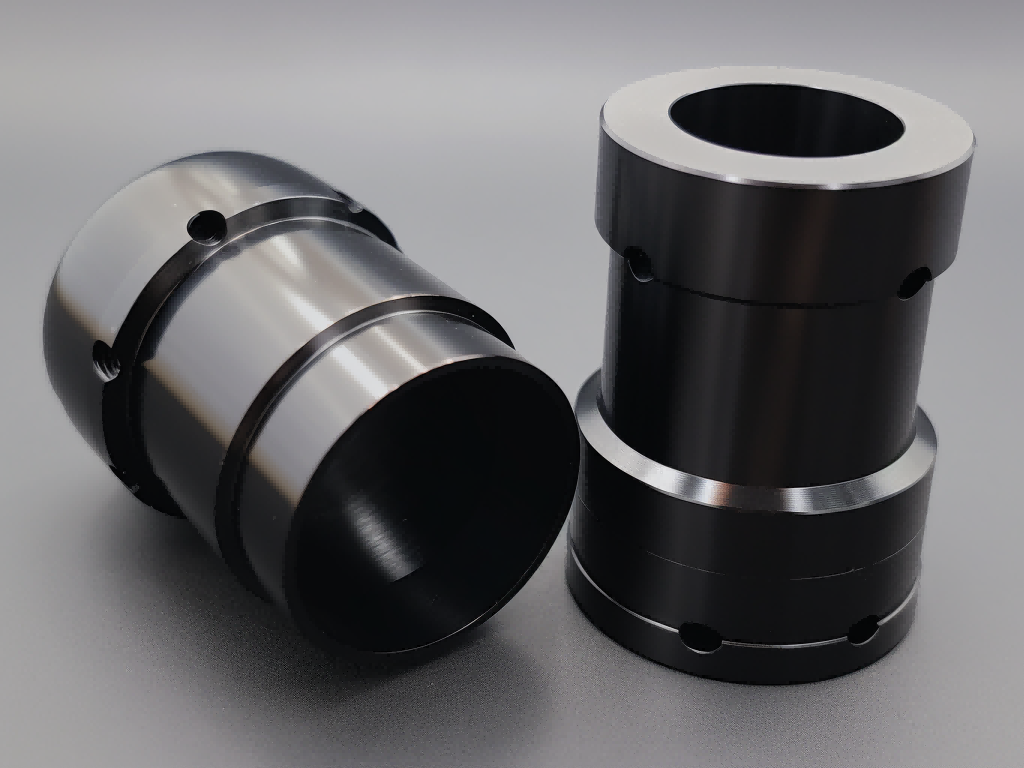
As Machined

learn more
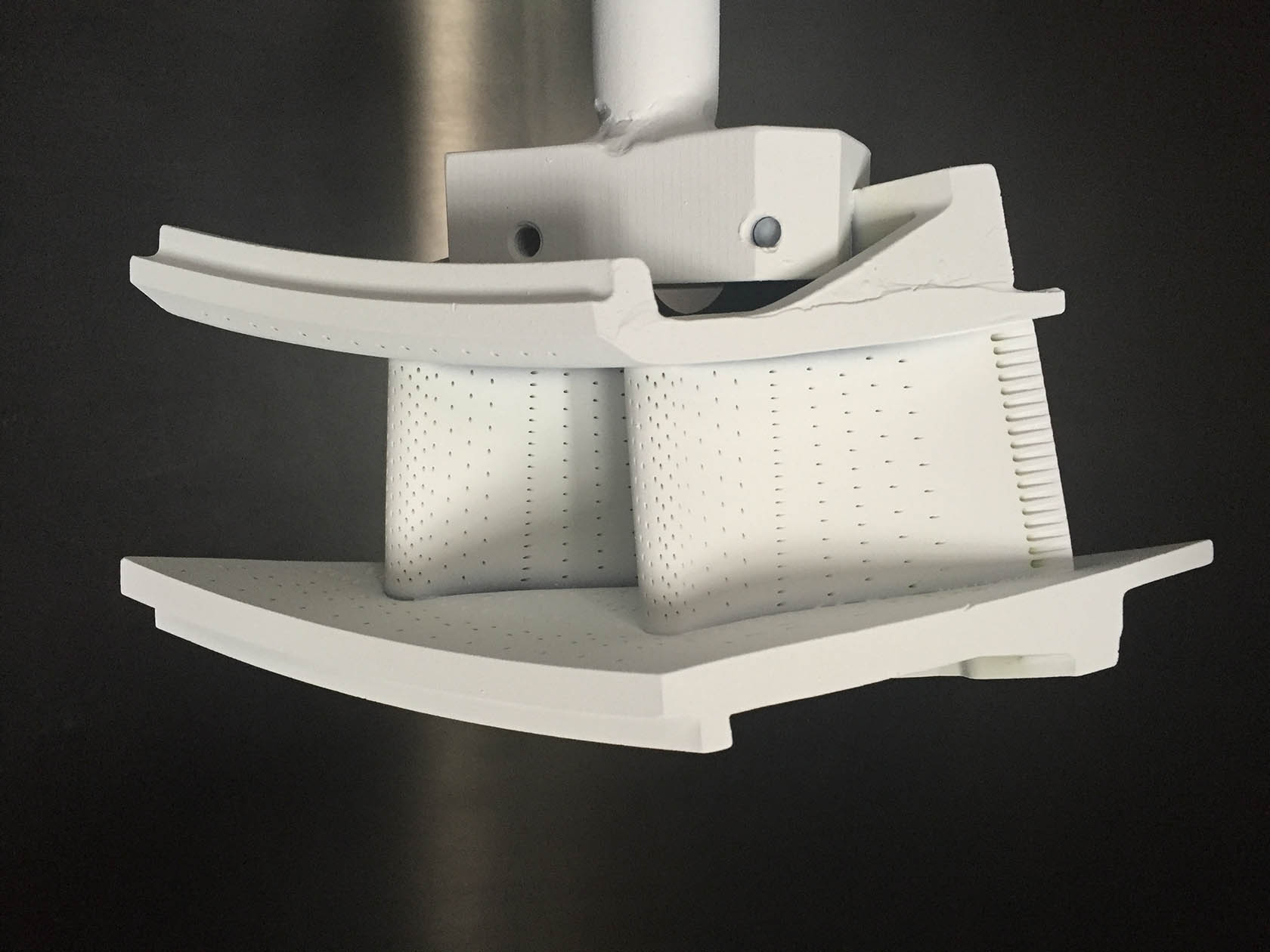
Painting

learn more
PVD
learn more
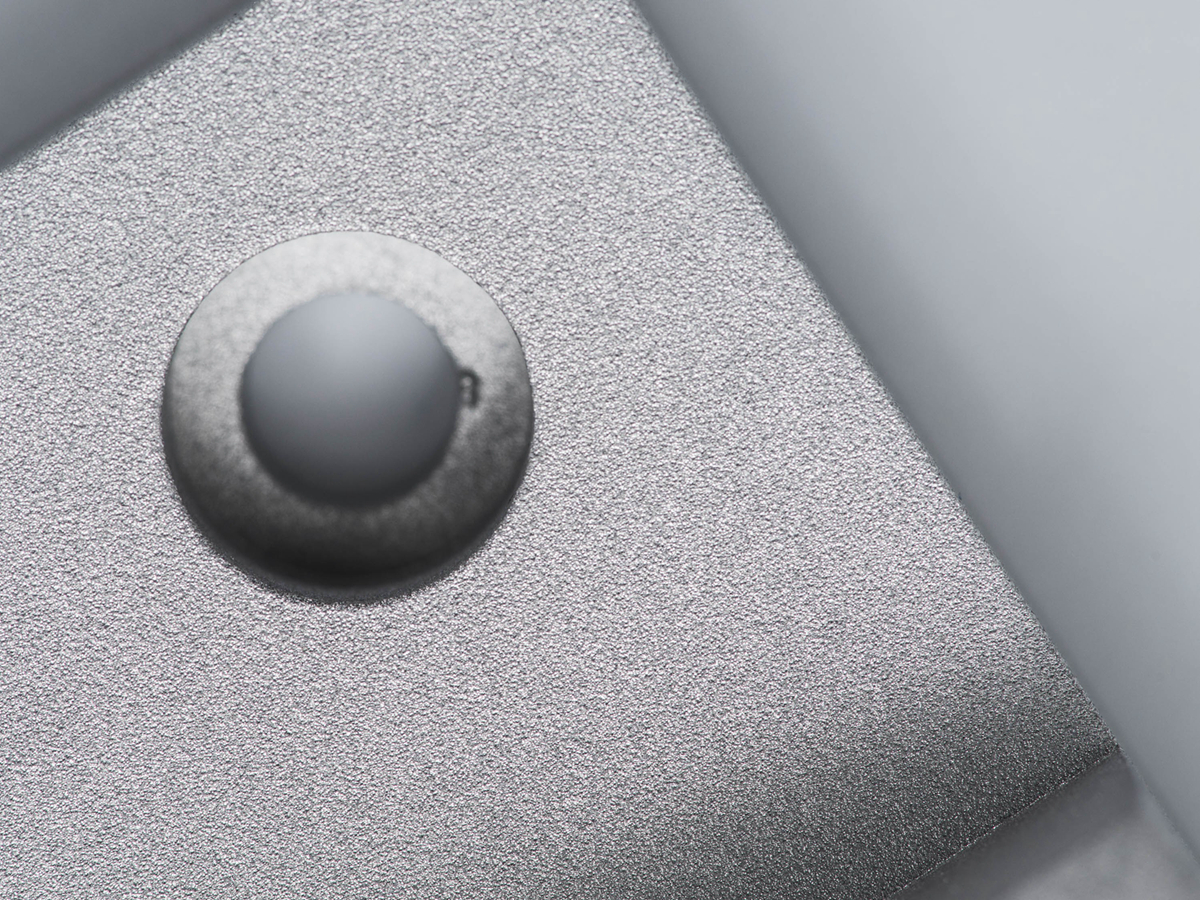
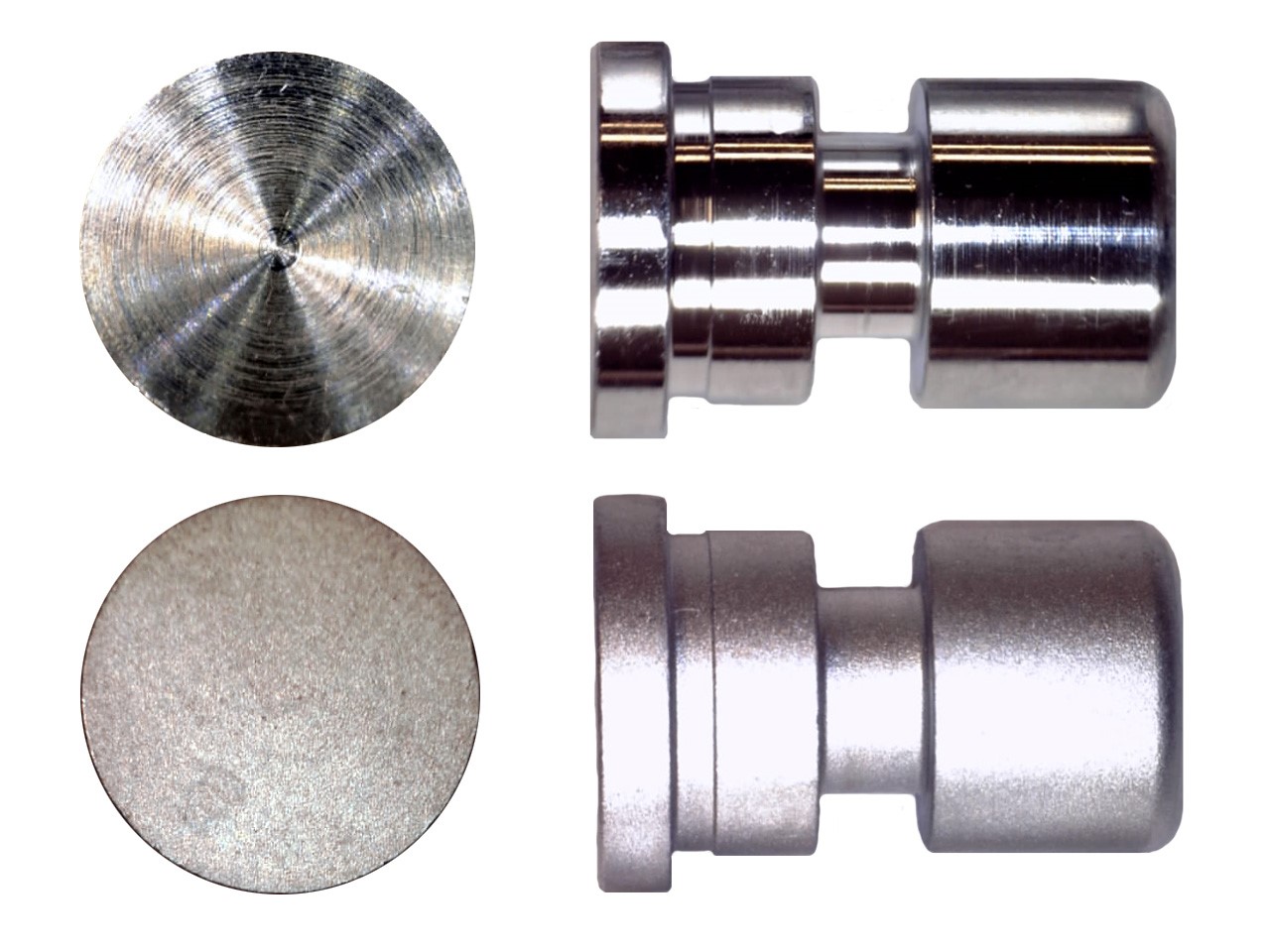
Sandblasting

learn more
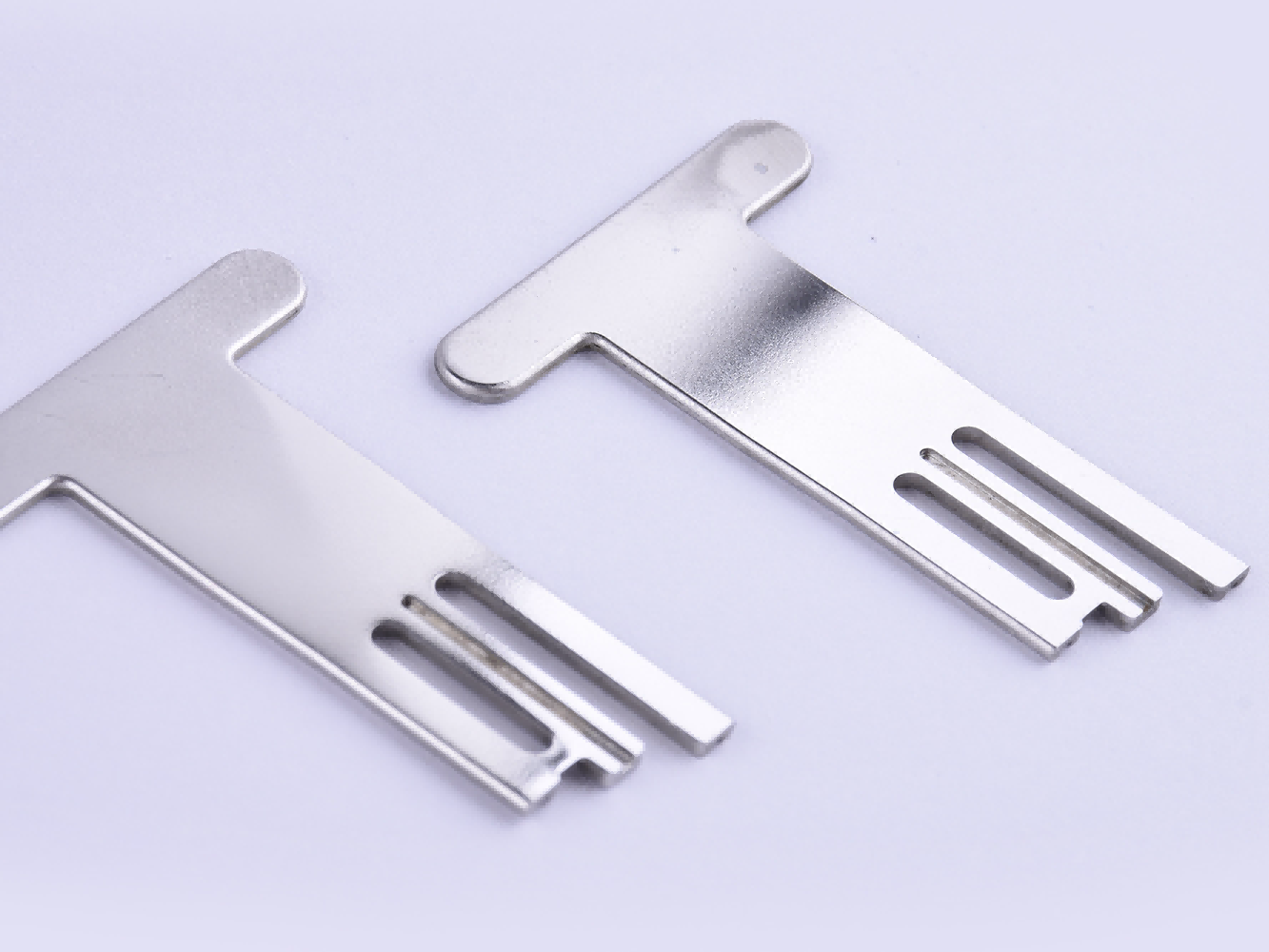
Electroplating

learn more
Polishing

learn more
Anodizing

learn more
Powder Coating
learn more
Electropolishing

learn more
IMD

learn more
Brushed Finishes
learn more
Black Oxide
learn more
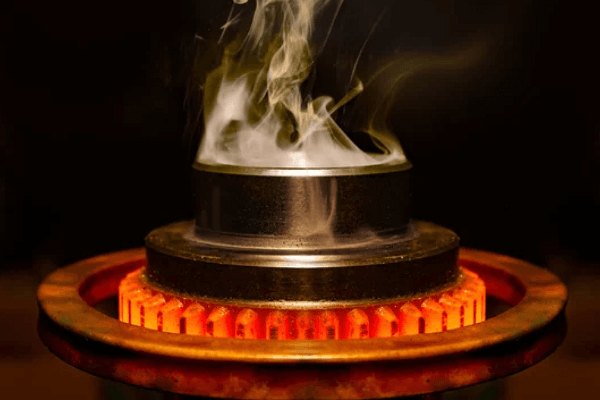
Heat Treatment
learn more
Tumbling

learn more
Alodine

learn more
Chrome Plating

learn more
Phosphating

learn more
Nitriding

learn more
Galvanizing

learn more
Lacquer Coating

learn more
Teflon Coating
learn more
Thermal Coatings
learn more
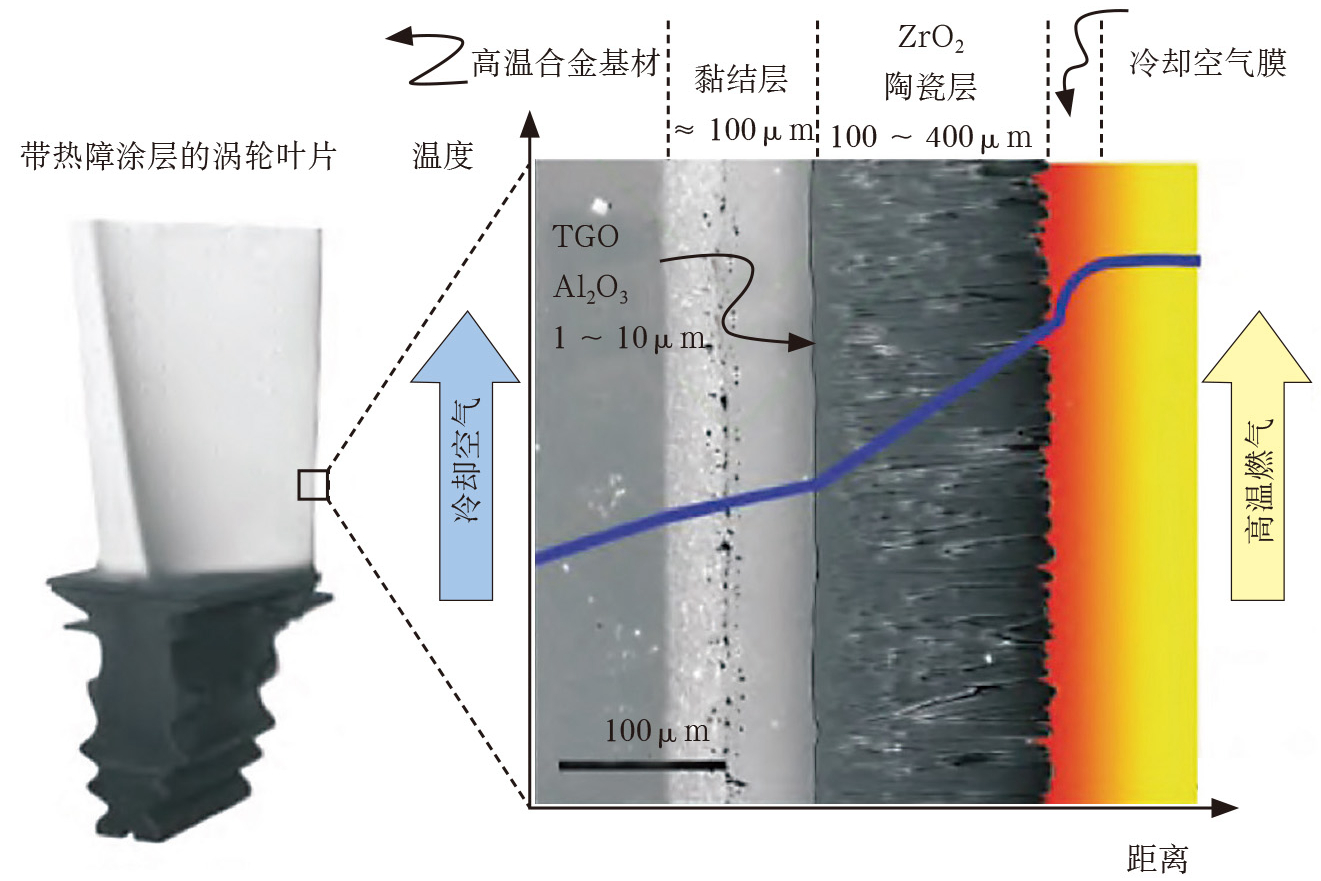
Thermal Barrier Coatings

learn more
Passivation
Let's Start A New Project Today
Custom Plasma Cutting Parts Design Guideline
These guidelines provide industry standard values for custom plasma cutting parts to ensure precise cutting, reduced thermal distortion, and optimal structural integrity, ultimately improving efficiency and quality while lowering production costs.
Frequently Asked Questions
Explore Related Resources




Neway Precision Works Ltd.
No.3 Lefushan Industry West Road
Fenggang, Dongguan, China
ZIP 523000
Solutions
Copyright © 2025 Neway Precision Works Ltd.All Rights Reserved.