Precision Parts Online Zinc Die Casting Service
Are you seeking for a custom zinc die casting service with excellent quality and competitive price? Send us your designs and start your first order at 20% off

Send us your designs and specifications for a free quotation
All uploaded files are secure and confidential
What Is Zamak Die Casting Service
Our Zamak Die Casting Service delivers high-quality, cost-effective metal components through a precision process that produces parts with excellent dimensional accuracy and superior surface finish. Ideal for consumer goods, automotive, and industrial applications, our process ensures consistent, high-performance results.

Applications of Zinc Die Castings
Our zinc die casting process produces high-precision, cost-effective components ideal for a wide range of applications. Discover how our zinc die casted parts serve diverse industries with reliability and performance.

Zinc Die Casting Materials
View How Die Casting Works at Neway
Learn the basics of the die casting process including how molten metal is injected into steel molds under intense pressure to create complex metal parts. This video covers the typical materials used like aluminum, zinc, and magnesium alloys as well as key considerations like high initial tooling costs being offset by efficient volume production.
Custom Parts Surface Finishing Available
Our Surface Treatment Service offers specialized finishes for custom parts, enhancing durability, aesthetics, and performance. We provide a range of processes, including Electroplating, Anodizing, Powder Coating, and Thermal Barrier Coatings, tailored to improve corrosion resistance, wear properties, and visual appeal of metal and plastic components across industries.
learn more
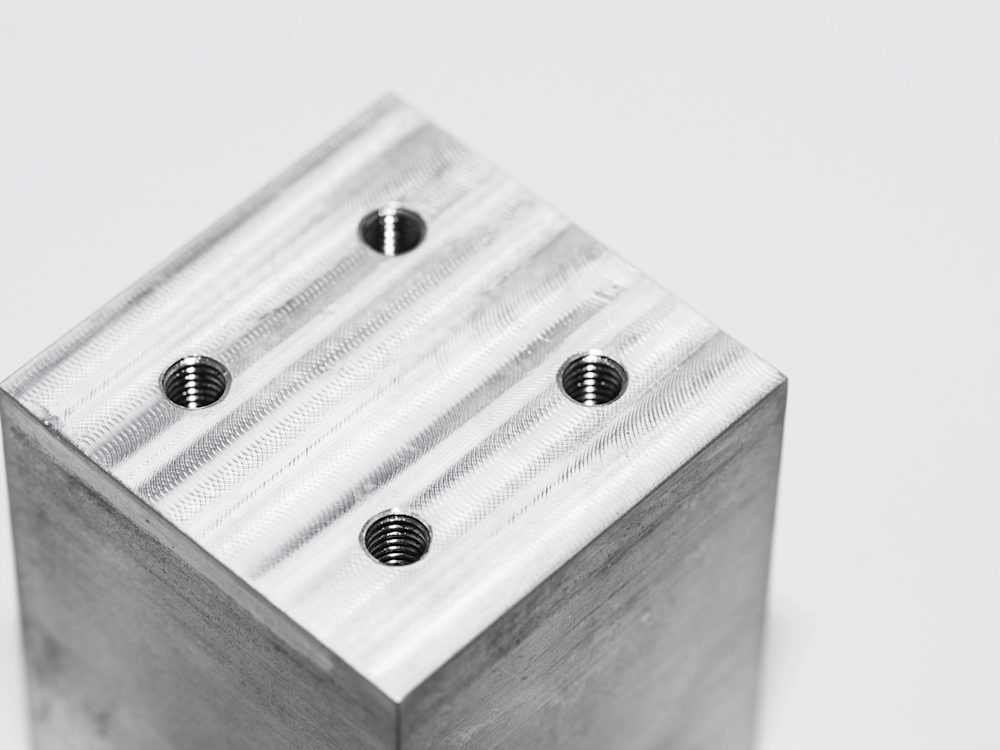
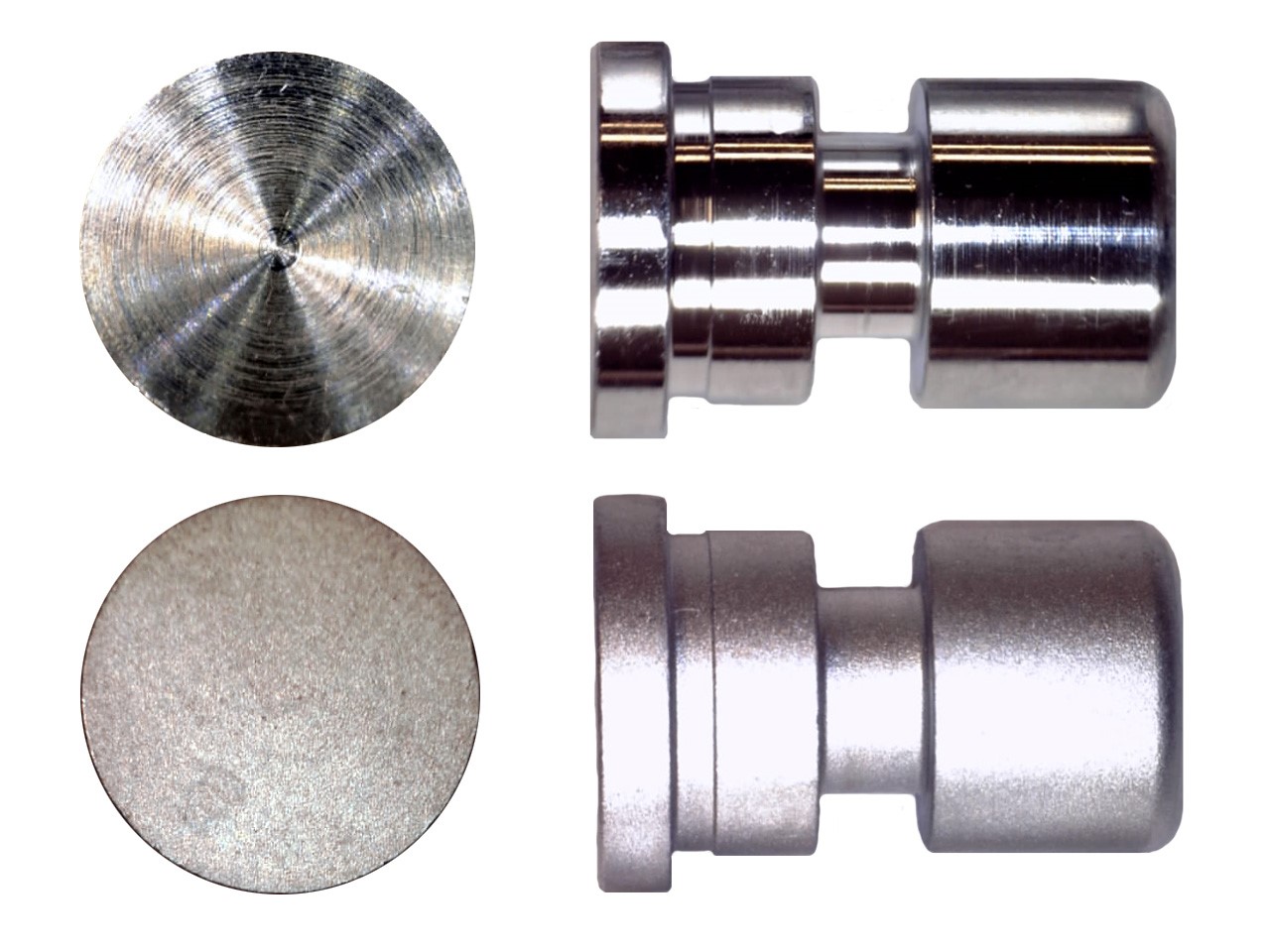
As Machined

learn more
Painting

learn more
PVD
learn more
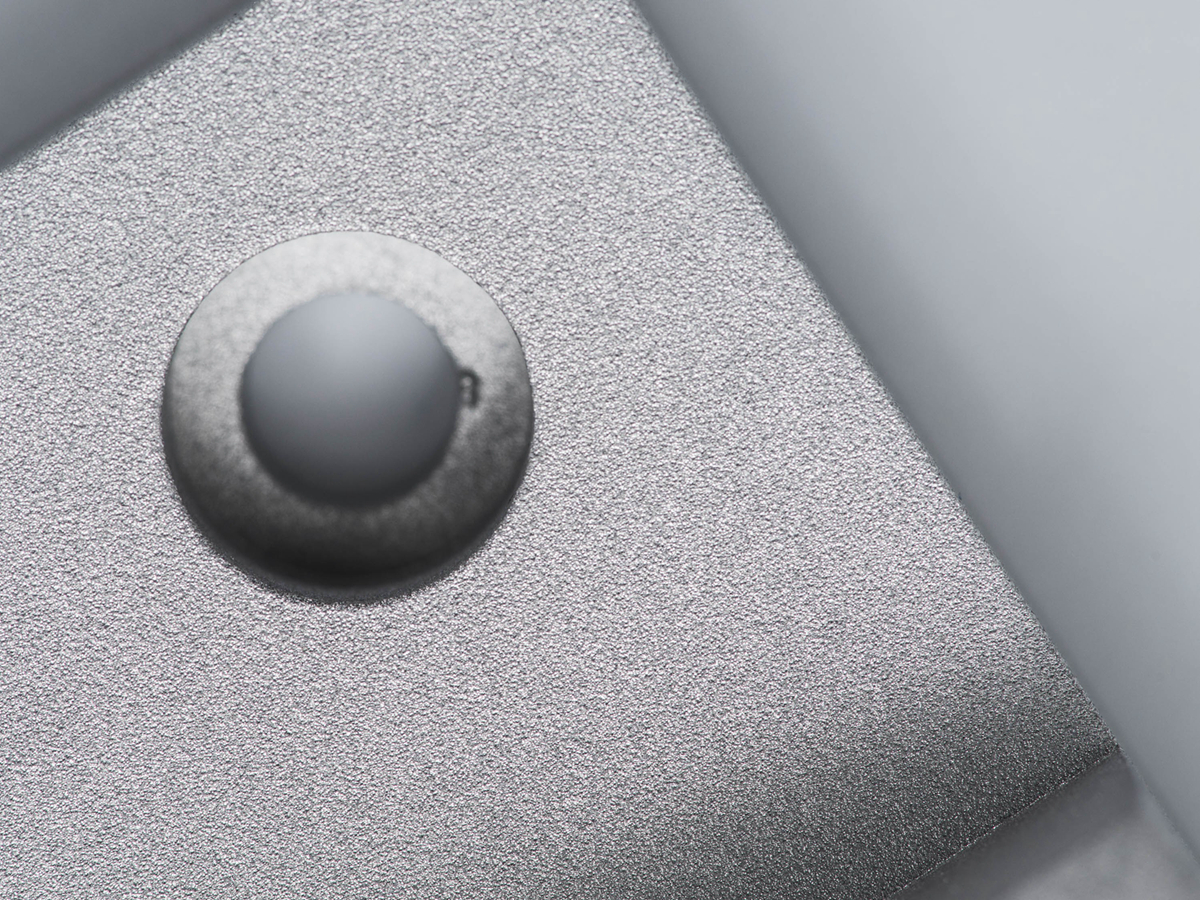
Sandblasting

learn more
Electroplating

learn more
Polishing

learn more
Anodizing

learn more
Powder Coating
learn more
Electropolishing

learn more
IMD

learn more
Brushed Finishes
learn more
Black Oxide
learn more
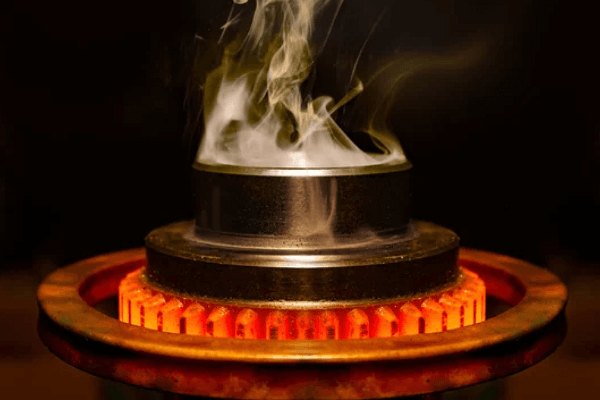
Heat Treatment
learn more
Tumbling

learn more
Alodine

learn more
Chrome Plating

learn more
Phosphating

learn more
Nitriding

learn more
Galvanizing

learn more
Lacquer Coating

learn more
Teflon Coating
learn more
Thermal Coatings
learn more
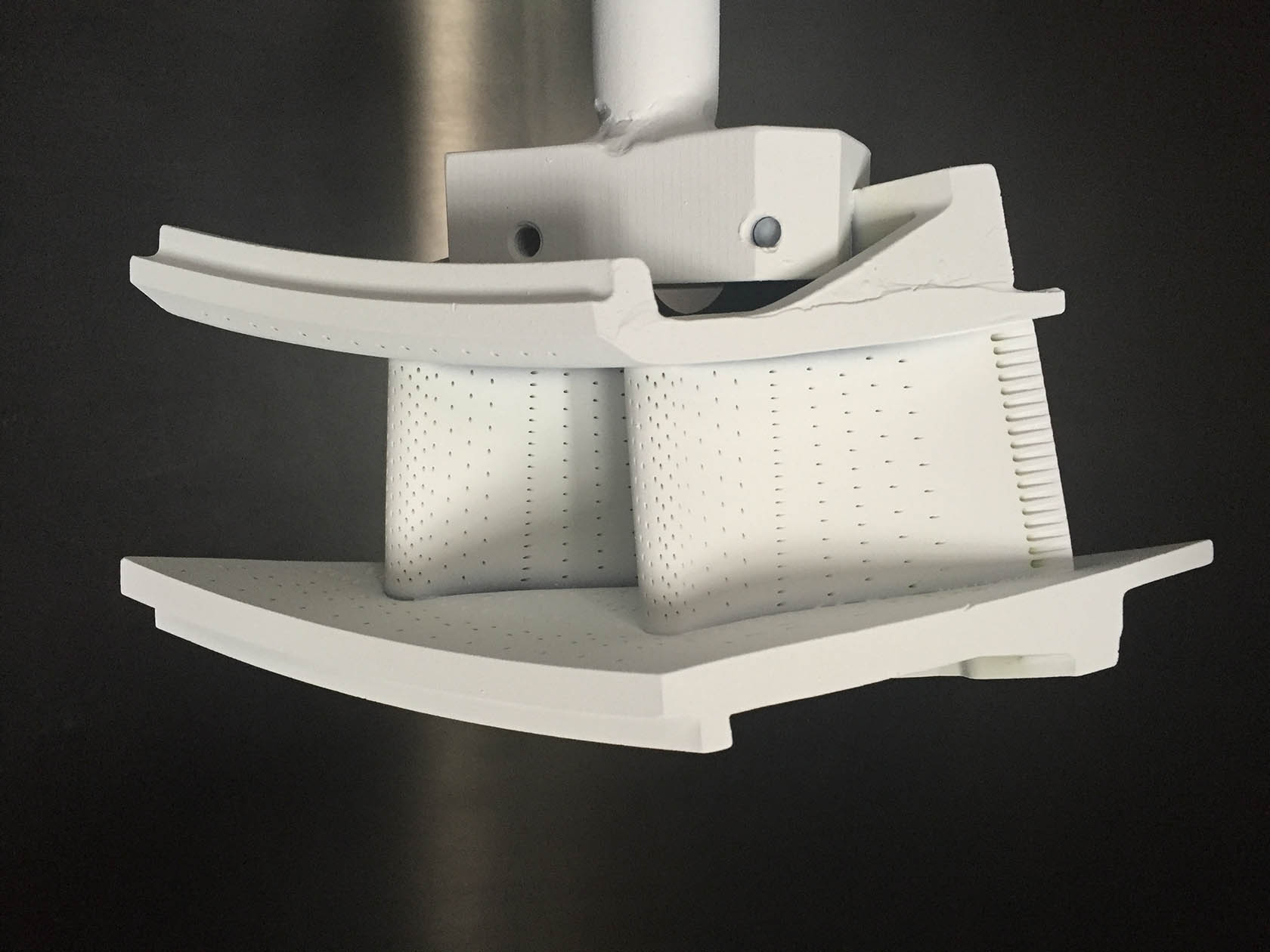
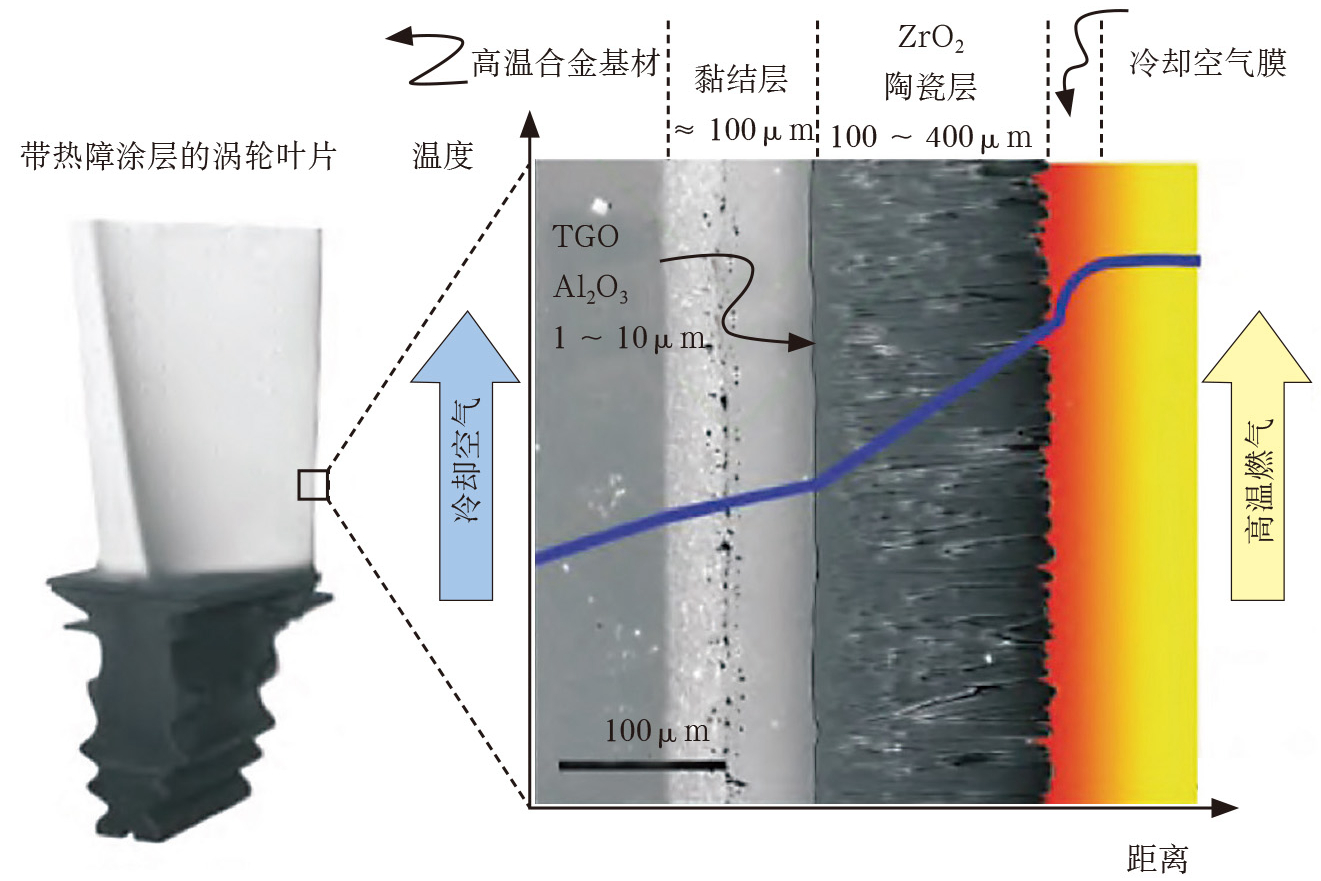
Thermal Barrier Coatings

learn more
Passivation
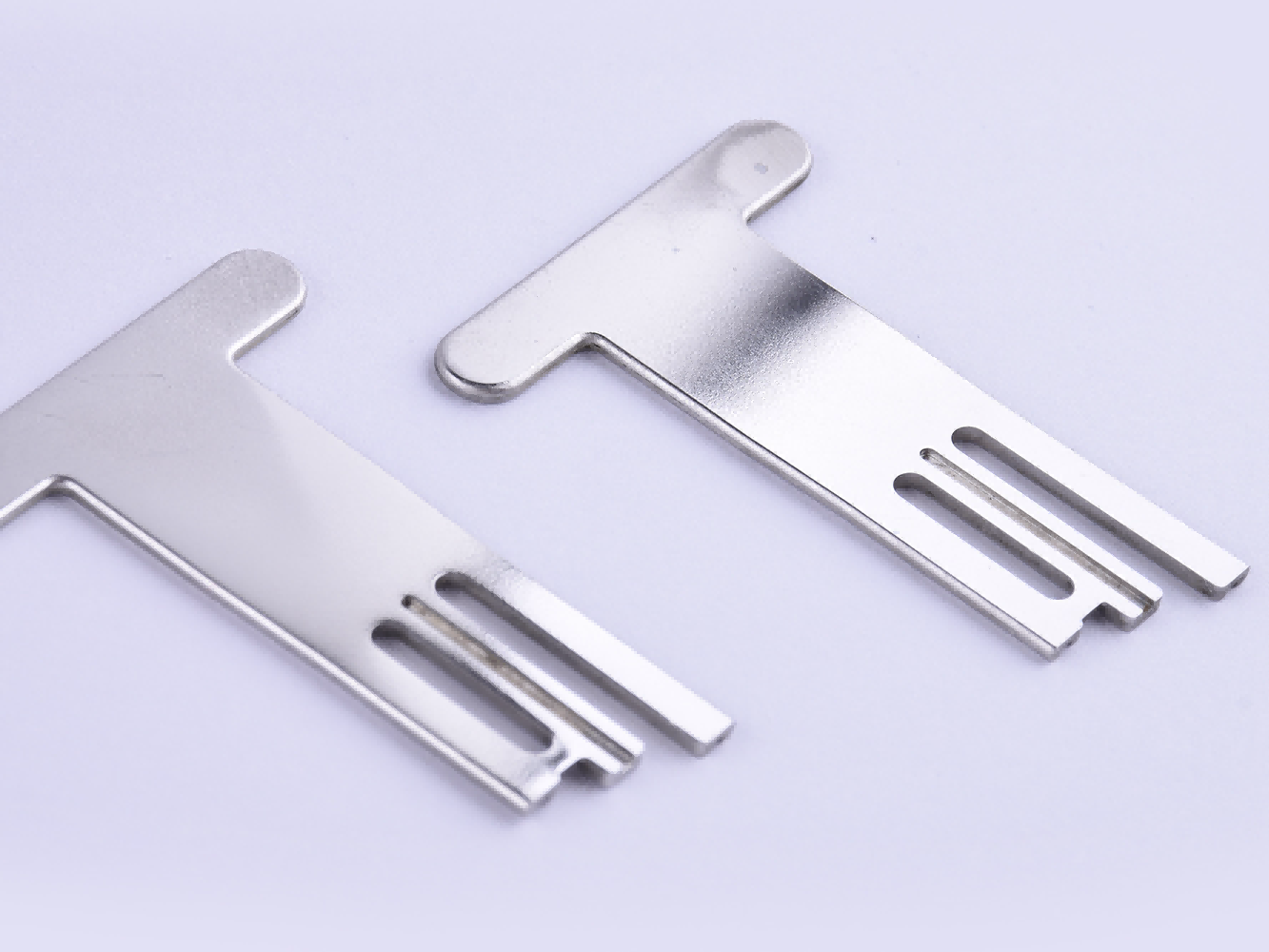
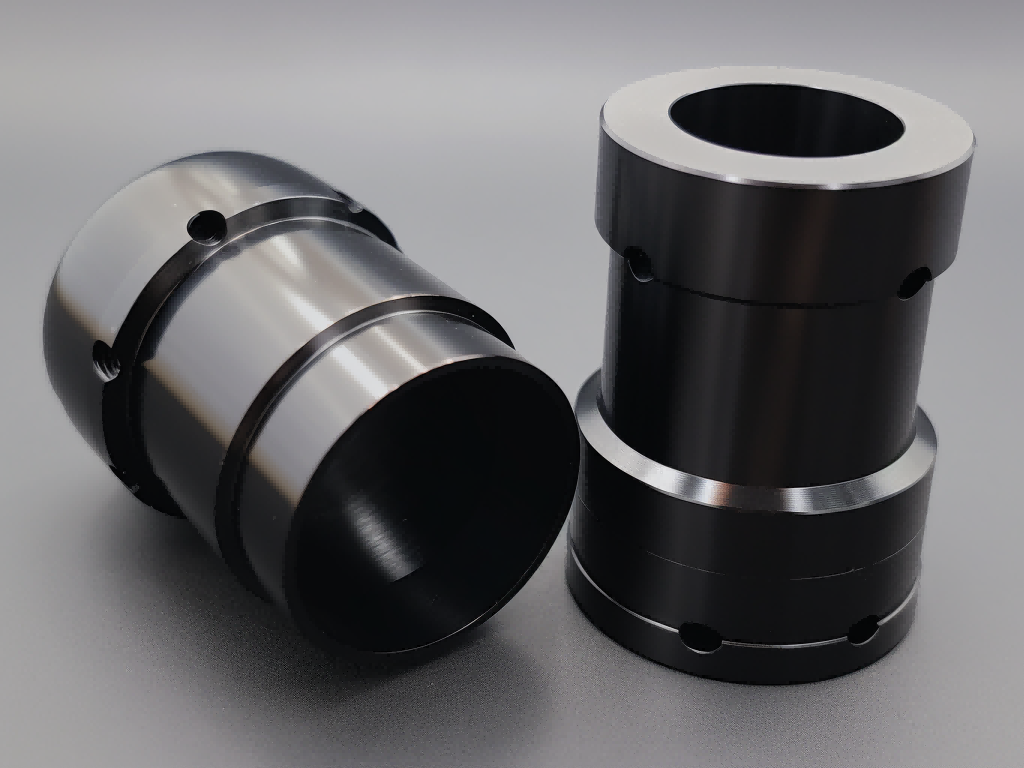
Zinc Die Casting Parts Gallery
Discover the process and benefits of Zinc Die Casting and how it is used in industries.








Let's Start A New Project Today
Zinc/Zamak Die Casting Parts Design Guideline
Follow these guidelines to optimize metal flow, reduce porosity, and achieve dimensional stability in Zinc/Zamak die casting. These industry standard values also minimize secondary machining and improve overall casting quality.
Frequently Asked Questions
Explore Related Resources




Neway Precision Works Ltd.
No.3 Lefushan Industry West Road
Fenggang, Dongguan, China
ZIP 523000
Solutions
Copyright © 2025 Neway Precision Works Ltd.All Rights Reserved.