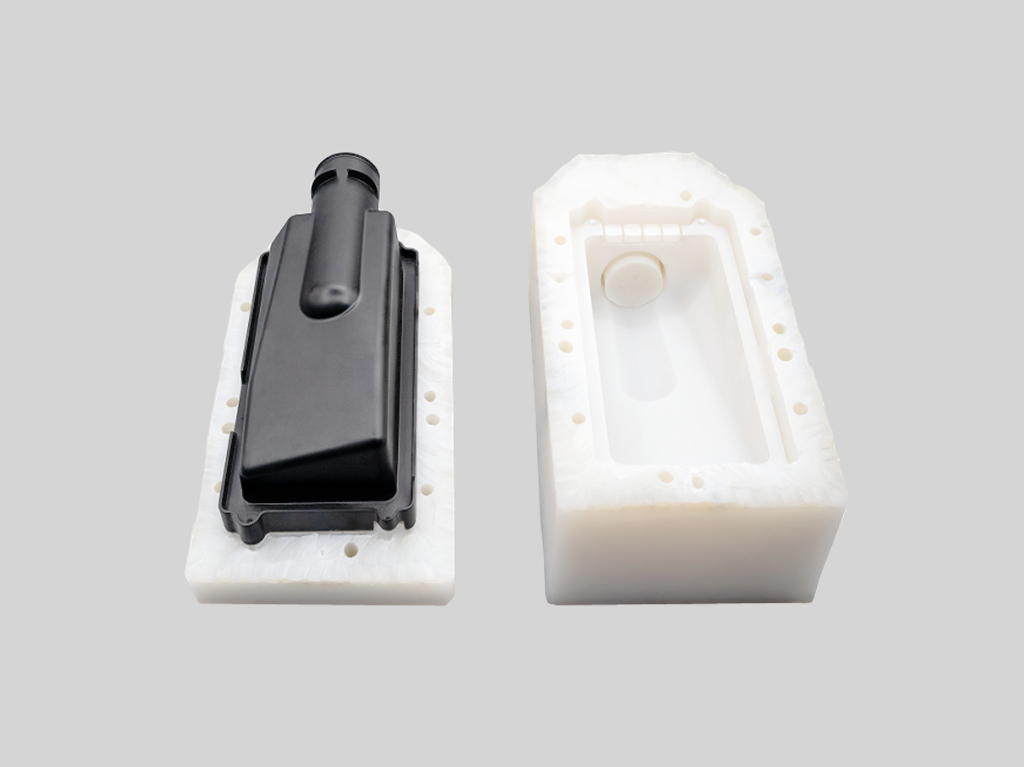
Custom Parts Fast Delivery: Rapid Molding Service
Looking for a fast, cost-effective way to prototype your plastic parts? Look no further than rapid molding! Our injection molding process can produce high-quality parts quickly and efficiently, with a wide variety of materials and finishes available.

Send us your designs and specifications for a free quotation
All uploaded files are secure and confidential
Advantages of Rapid Molding Service
Our rapid molding service transforms digital designs into physical products quickly and efficiently. Enjoy shorter lead times, cost savings, high accuracy, and material versatility for a competitive edge.

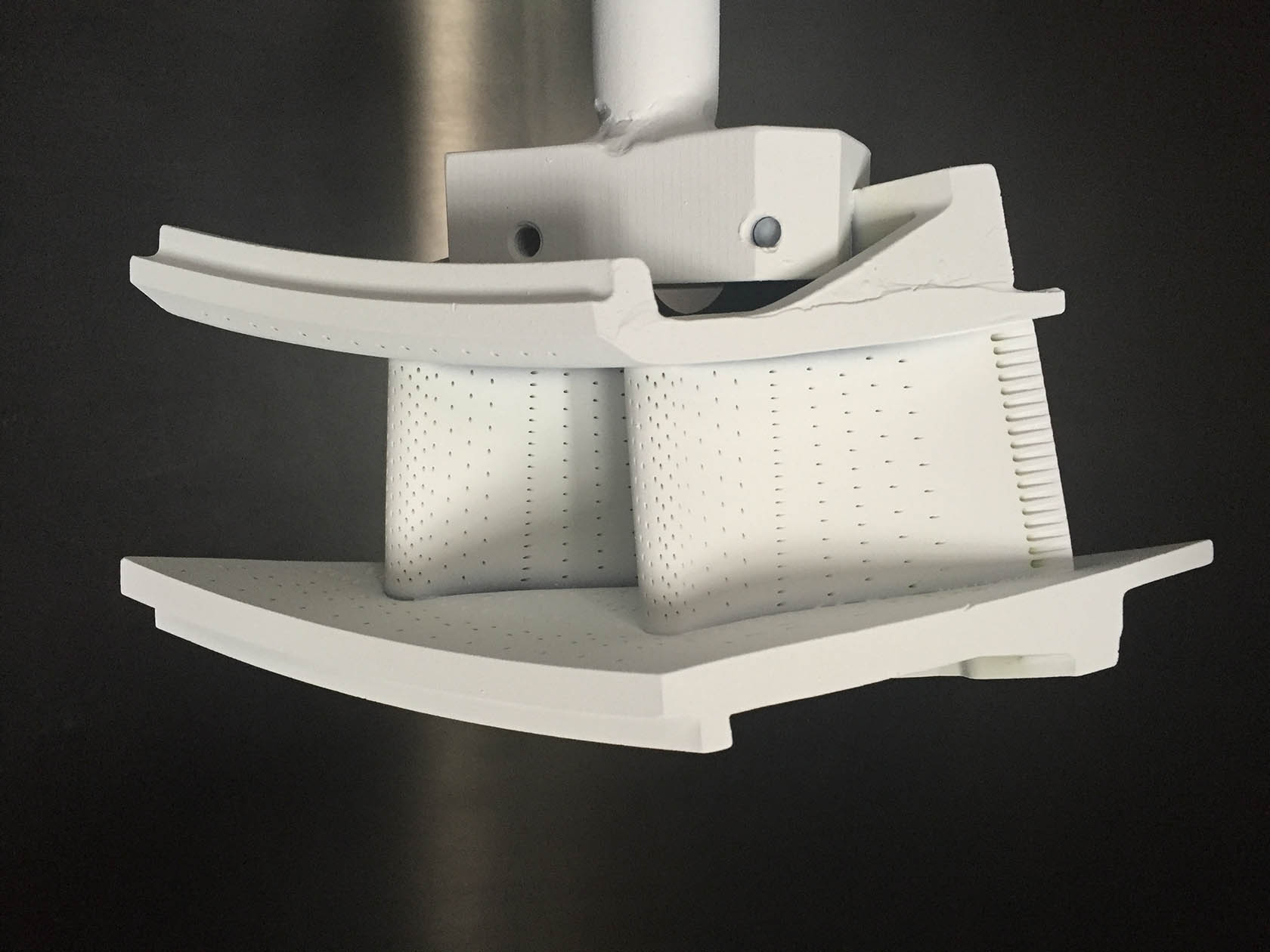
Applications of Rapid Molding Parts
Our rapid molding process enables fast, high-quality prototyping and low-volume production. Discover custom molded parts tailored for a wide range of industries.
Rapid Molding Prototyping Materials
Neway Rapid Molding Capabilities
Need to iterate quickly on your plastic part design? Rapid molding is the perfect solution! Our fast turnaround times and low tooling costs allow you to make changes and test new ideas with ease.
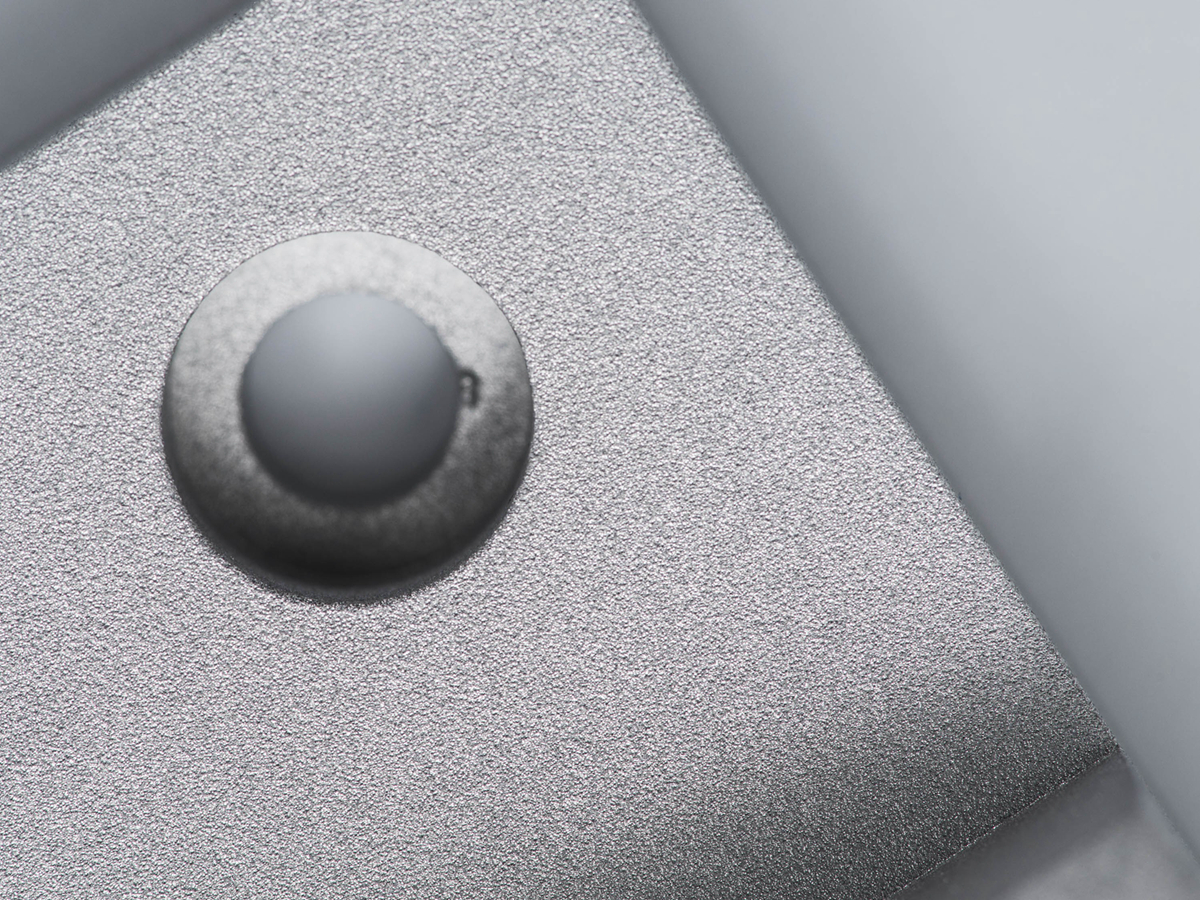
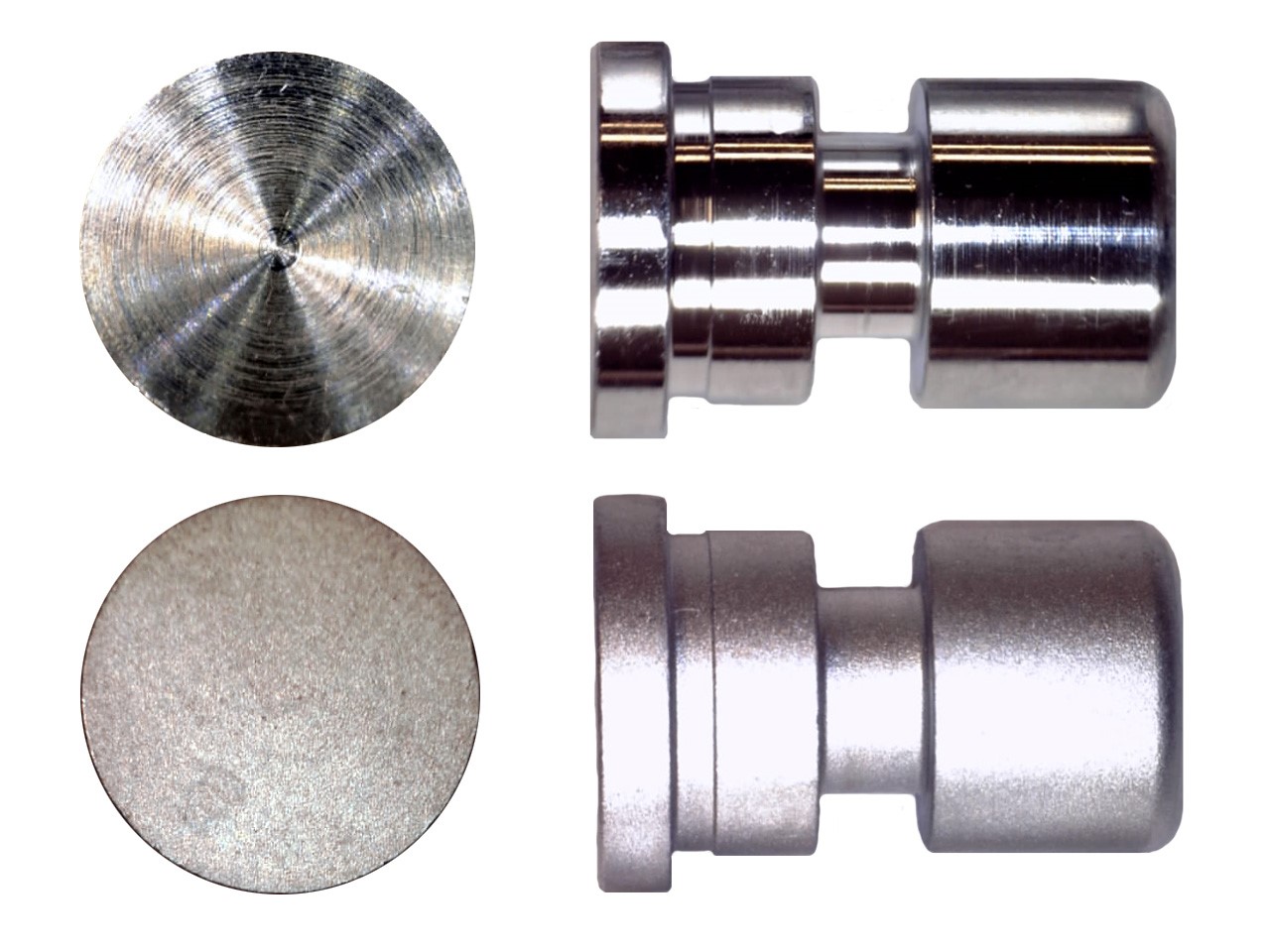
Custom Parts Surface Finishing Available
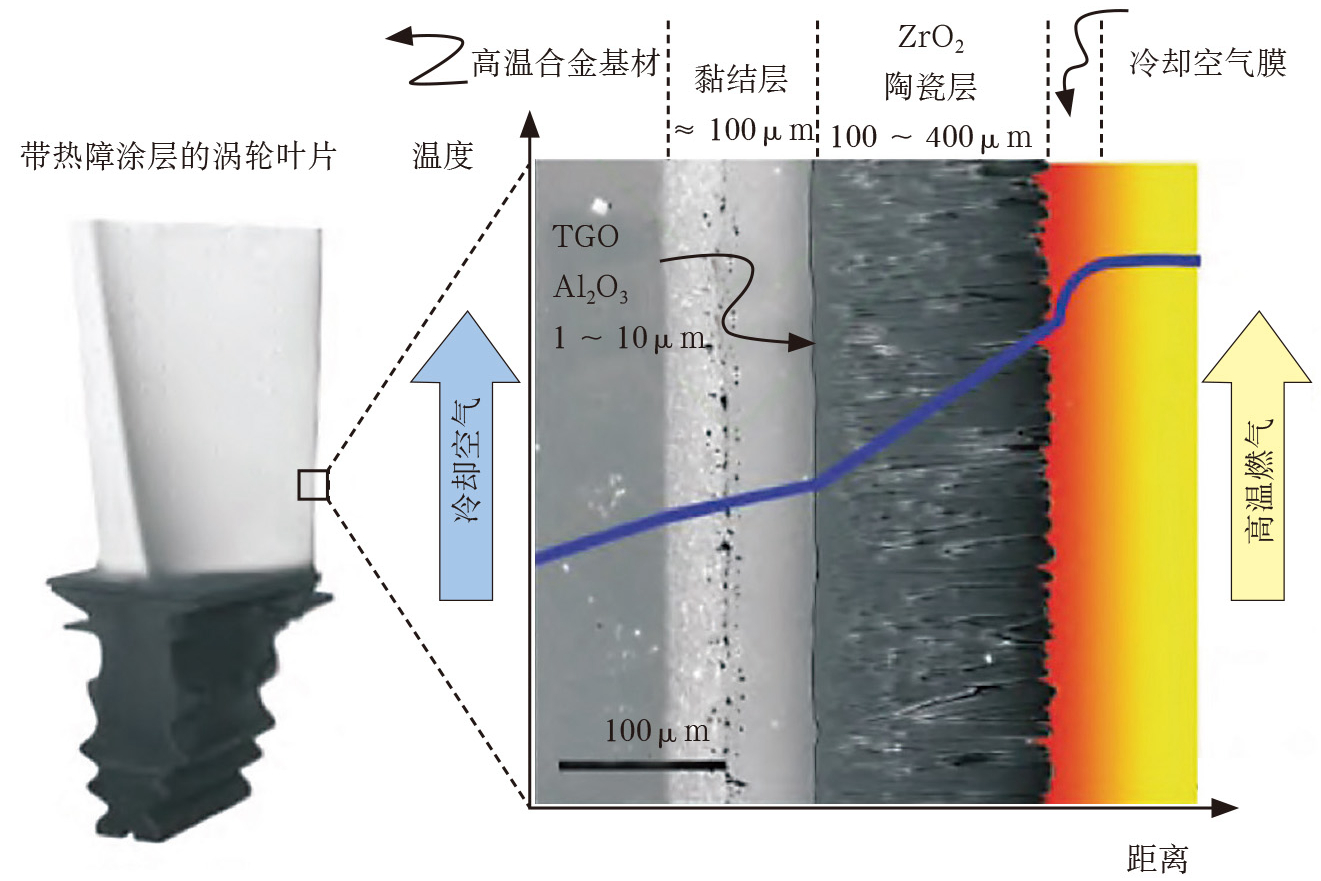
Our Surface Treatment Service offers specialized finishes for custom parts, enhancing durability, aesthetics, and performance. We provide a range of processes, including Electroplating, Anodizing, Powder Coating, and Thermal Barrier Coatings, tailored to improve corrosion resistance, wear properties, and visual appeal of metal and plastic components across industries.
learn more
As Machined

learn more
Painting

learn more
PVD
learn more
Sandblasting

learn more
Electroplating

learn more
Polishing

learn more
Anodizing

learn more
Powder Coating
learn more
Electropolishing

learn more
IMD

learn more
Brushed Finishes
learn more
Black Oxide
learn more
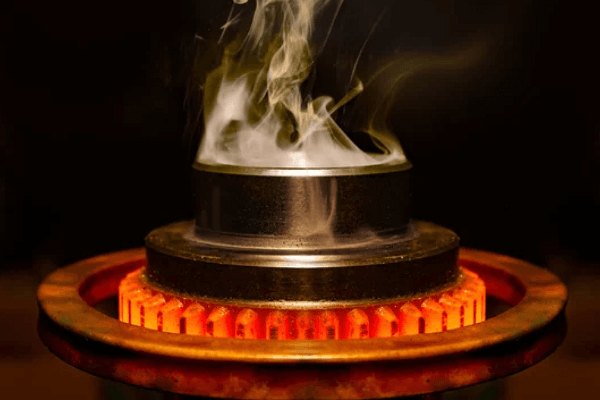
Heat Treatment
learn more
Tumbling

learn more
Alodine

learn more
Chrome Plating

learn more
Phosphating

learn more
Nitriding

learn more
Galvanizing

learn more
Lacquer Coating

learn more
Teflon Coating
learn more
Thermal Coatings
learn more
Thermal Barrier Coatings

learn more
Passivation
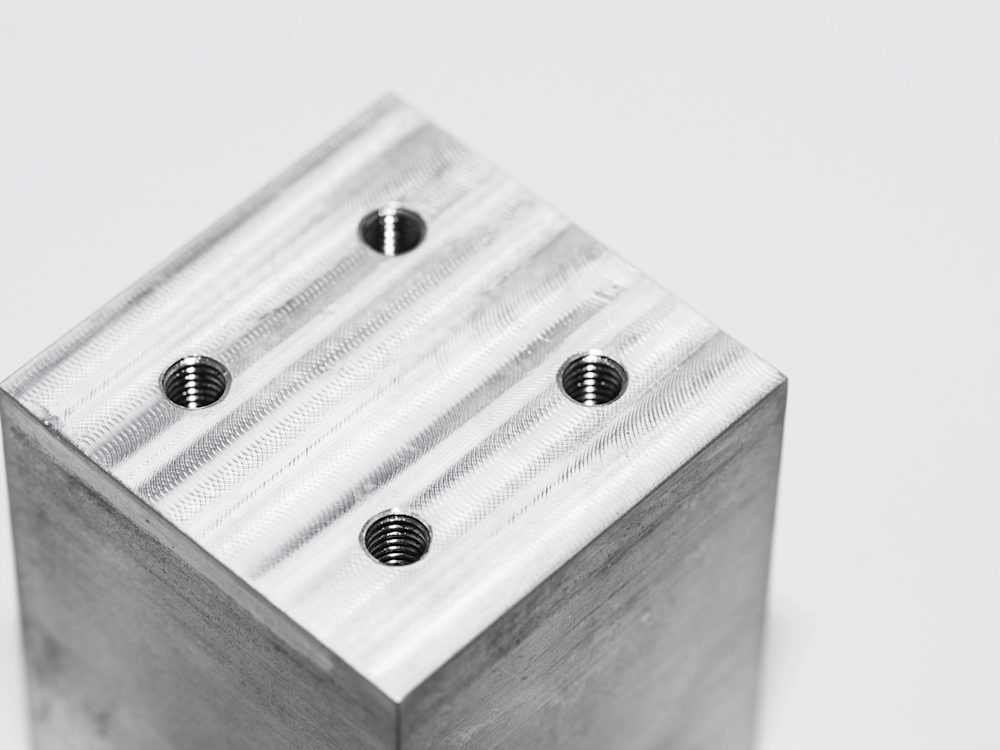
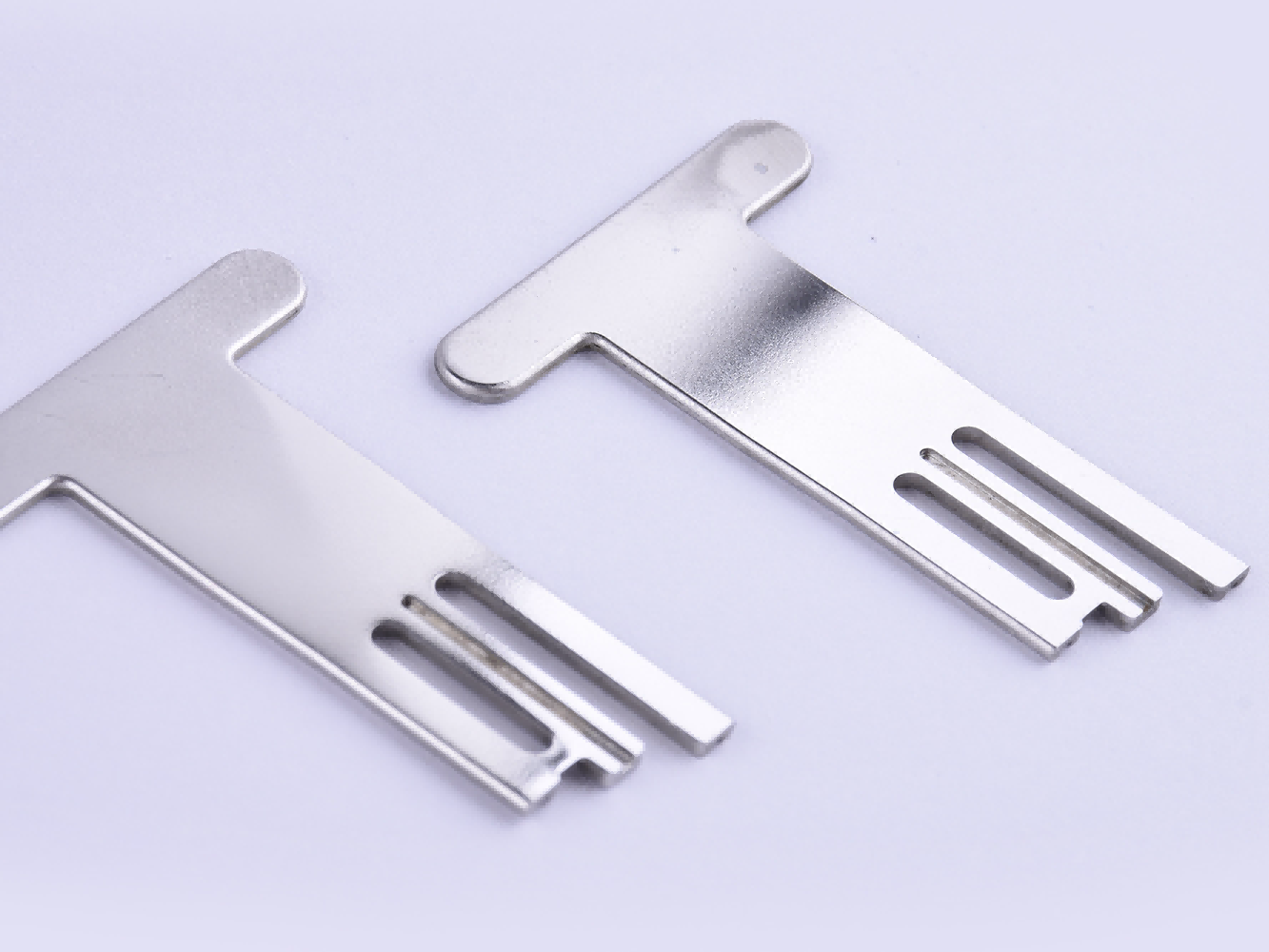
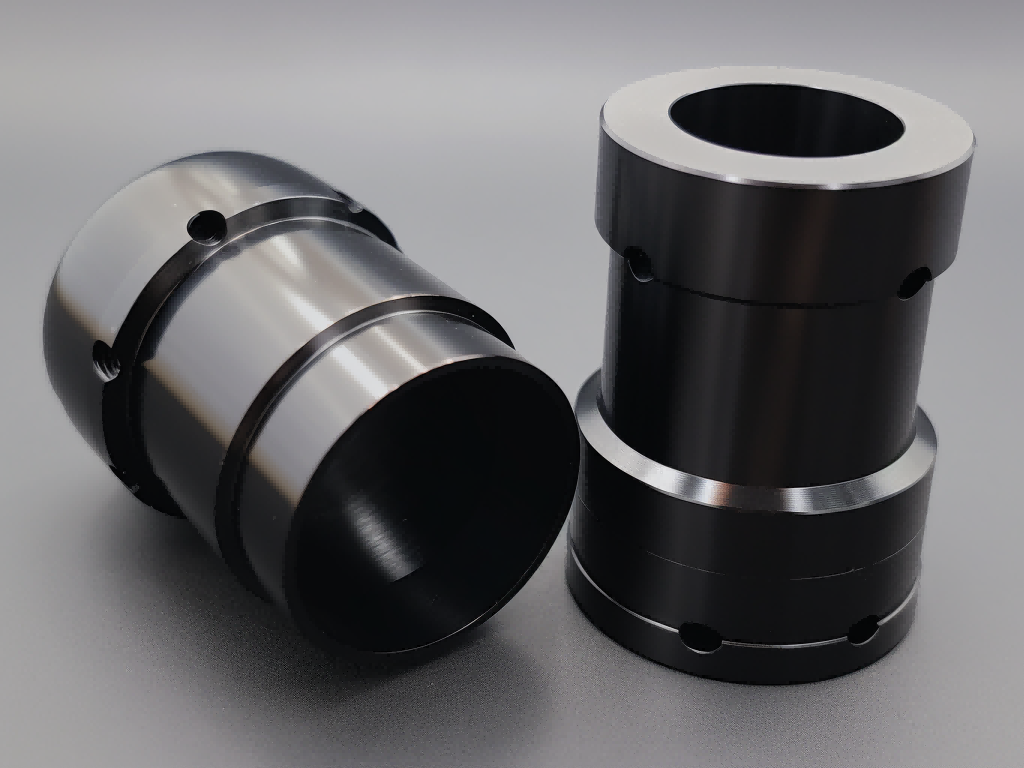
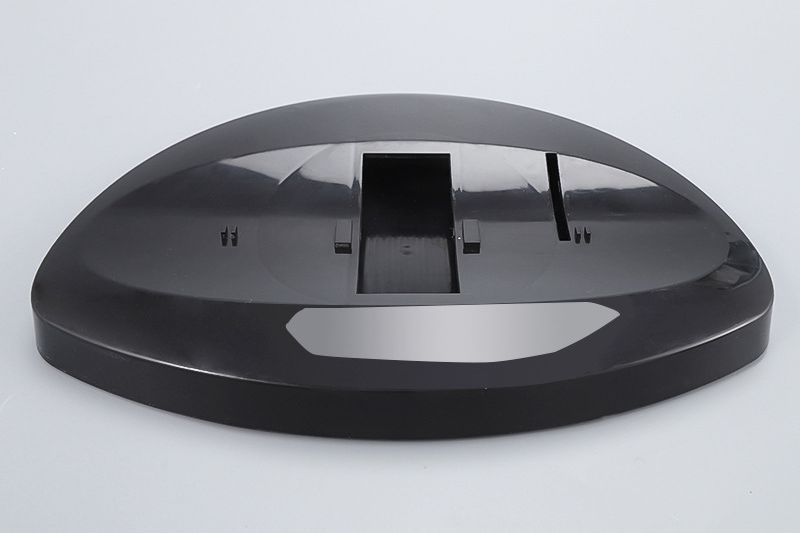
Custom Parts Gallery
At our custom parts gallery, we understand that every project is unique. That's why we work closely with our customers to ensure that their custom parts are designed to meet their exact specifications. With our attention to detail and commitment to quality, you can trust that your custom parts will exceed your expectations.







Let's Start A New Project Today
Custom Rapid Molding Parts Design Guideline
These guidelines offer industry standard values for rapid molding parts design, ensuring uniform cooling, optimal fill, and minimized defects. Follow these recommendations to reduce shrinkage, warping, and tooling complexity while achieving high-quality, efficient production.
Frequently Asked Questions
Explore Related Resources




Neway Precision Works Ltd.
No.3 Lefushan Industry West Road
Fenggang, Dongguan, China
ZIP 523000
Solutions
Copyright © 2025 Neway Precision Works Ltd.All Rights Reserved.