What are the factors affecting the tolerance of MIM parts?
Tooling precision sets the baseline while shrinkage compensation, feedstock quality, mold design, robust process parameters, sintering control, and automation enable optimizing the tolerance capabilities for the critical specifications of each MIM part design. With attention to these factors, MIM can produce parts to ±0.002 inch tolerances for the most demanding applications.
Factors Affecting MIM Parts Tolerance
Several key factors affect the dimensional tolerance capabilities of metal injection molded (MIM) parts. Here is an overview of the primary considerations and why they are essential:
Tooling Precision
The precision of the mold tool itself sets the baseline tolerances achievable. Tighter tooling tolerances allow for tighter MIM part tolerances. Highly precise CNC machining and grinding of cavity surfaces, shut-offs, and core details enables molds capable of ±0.005 inch or finer MIM part tolerances. The tool must be precision engineered to the tightest required part tolerances.
Shrinkage Control
As MIM parts sinter and densify, volumetric shrinkage occurs. Consistent control of shrinkage is critical for tight dimensional control. Using pre-alloyed powders, optimal binder burnout, and sintering temperature profiles minimizes part-to-part shrink variation. Part shrinkage must be predictable and uniform.
Feedstock Formulation
The composition of the MIM feedstock affects the flow and filling behavior related to green part precision: optimized powder loading and consistent particle size distribution result in more excellent green part uniformity and sintered part tolerances. The feedstock must fill the mold cavity completely and uniformly.
Gate Design
Gate size, shape, and location influence mold filling patterns and green part consistency. Advanced mold flow simulation helps optimize gate design for balanced filling and minimize trapped air or weld lines. Proper gate design ensures smooth, even mold filling.
Press Process Parameters
Well-controlled, stable injection molding processes parameters like heat, pressure, clamp force, and injection speed/rate enable consistency in metal powder flow and green part dimensions. Closed-loop process monitoring is used. Consistent process control prevents green part variations.
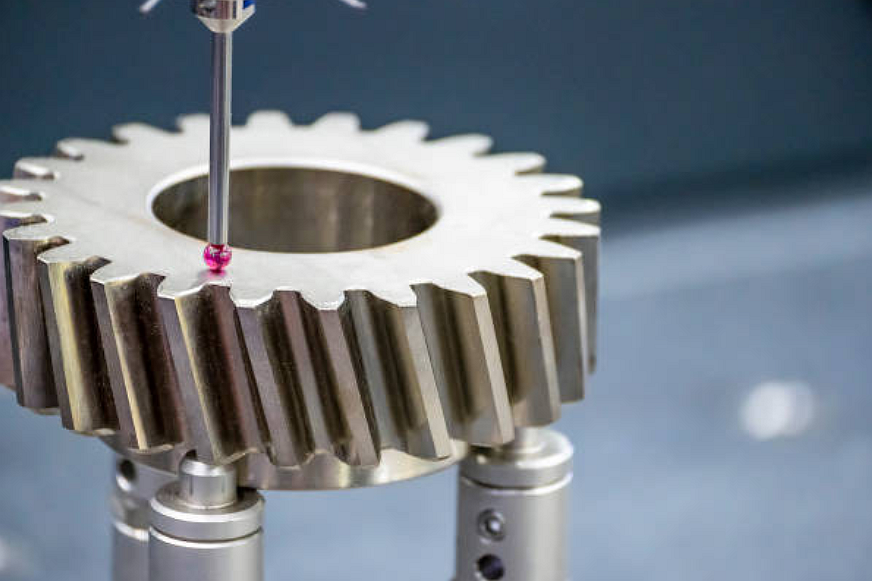
Sintering Control
The sintering process must be tightly controlled to achieve part-to-part uniformity. Consistent heating rates, temperatures, atmospheres, and cooling minimizes distortion and optimizes final sintered dimensions. Real-time monitoring is employed. Tight sintering control prevents shrinkage deviations.
Automation
Automated material handling, powder mixing, molding, debinding, sintering, and finishing minimizes variability and enhances tolerance capabilities across the complete MIM process. Automation provides process stability.
In summary, every factor of the MIM process must be tightly monitored and controlled throughout the process to achieve maximum dimensional tolerance capabilities for precision MIM components.