Custom Online Precision Investment Casting Service
Precision investment cast solutions tailored to your needs. Experience exceptional quality, diverse material options, and reliable expertise for all your casting requirements.
Send us your designs and specifications for a free quotation
All uploaded files are secure and confidential
What Is Investment Casting Service
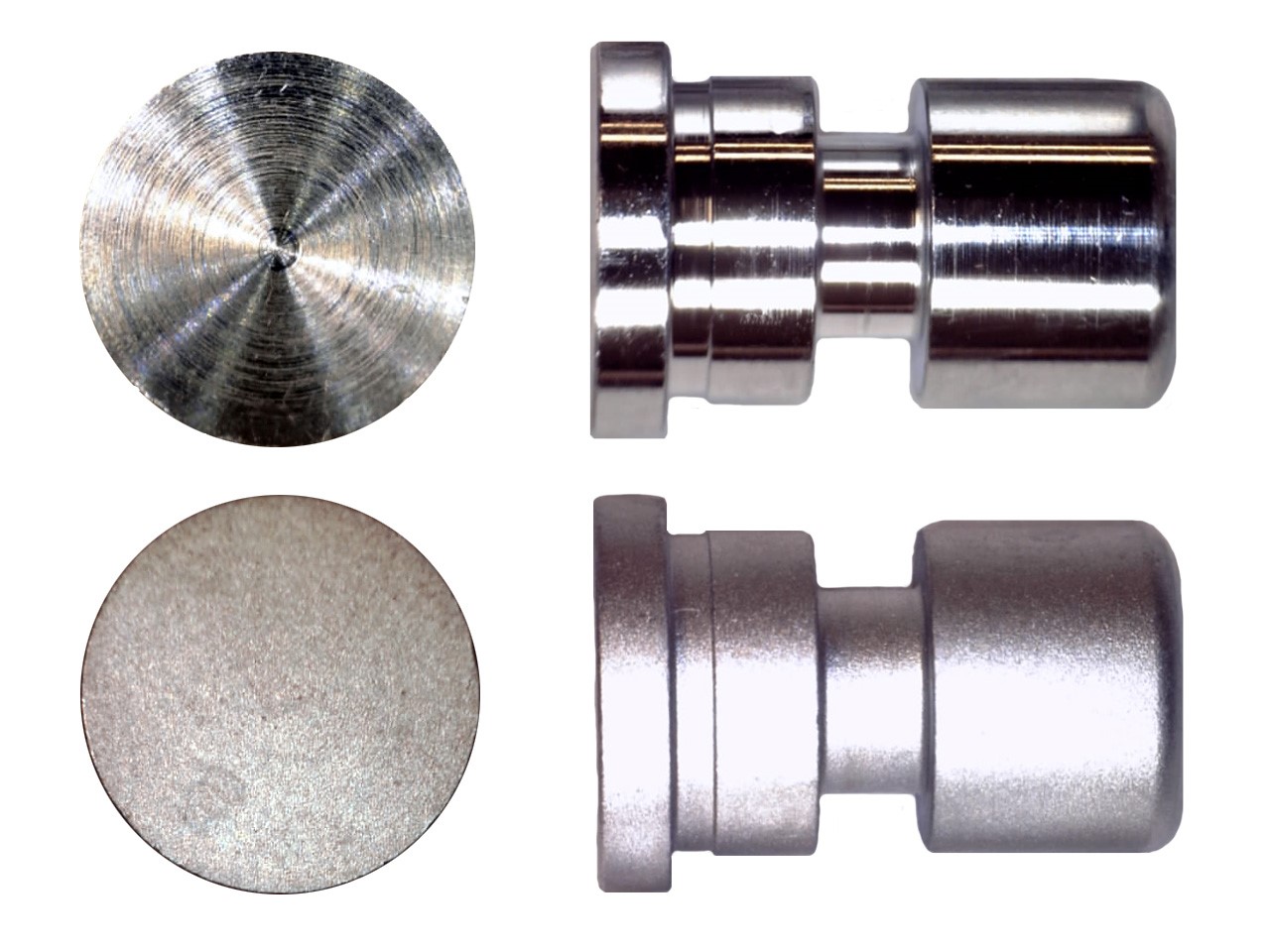
Our Investment Casting Service delivers high-quality, cost-effective metal components through a precision process that produces parts with excellent dimensional accuracy and superior surface finish. Ideal for aerospace, automotive, and industrial applications, our process ensures consistent, high-performance results.

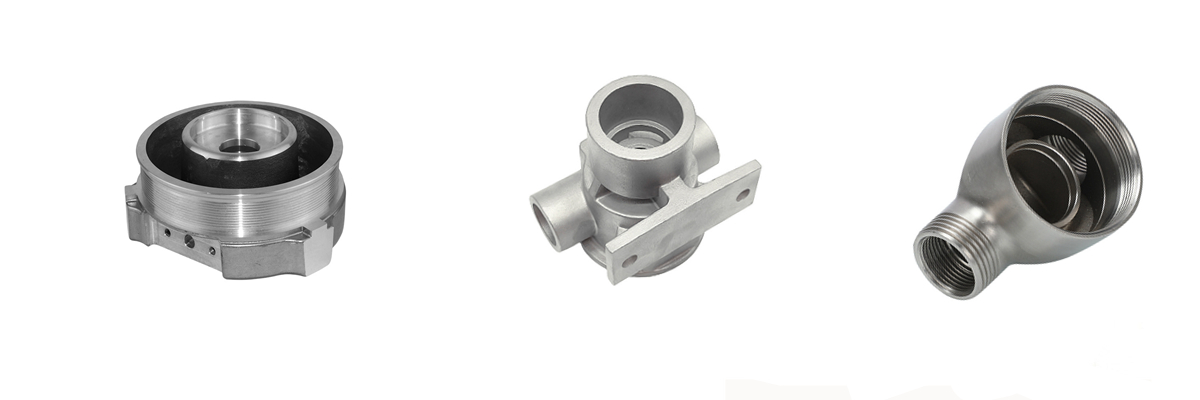
Applications of Investment Castings
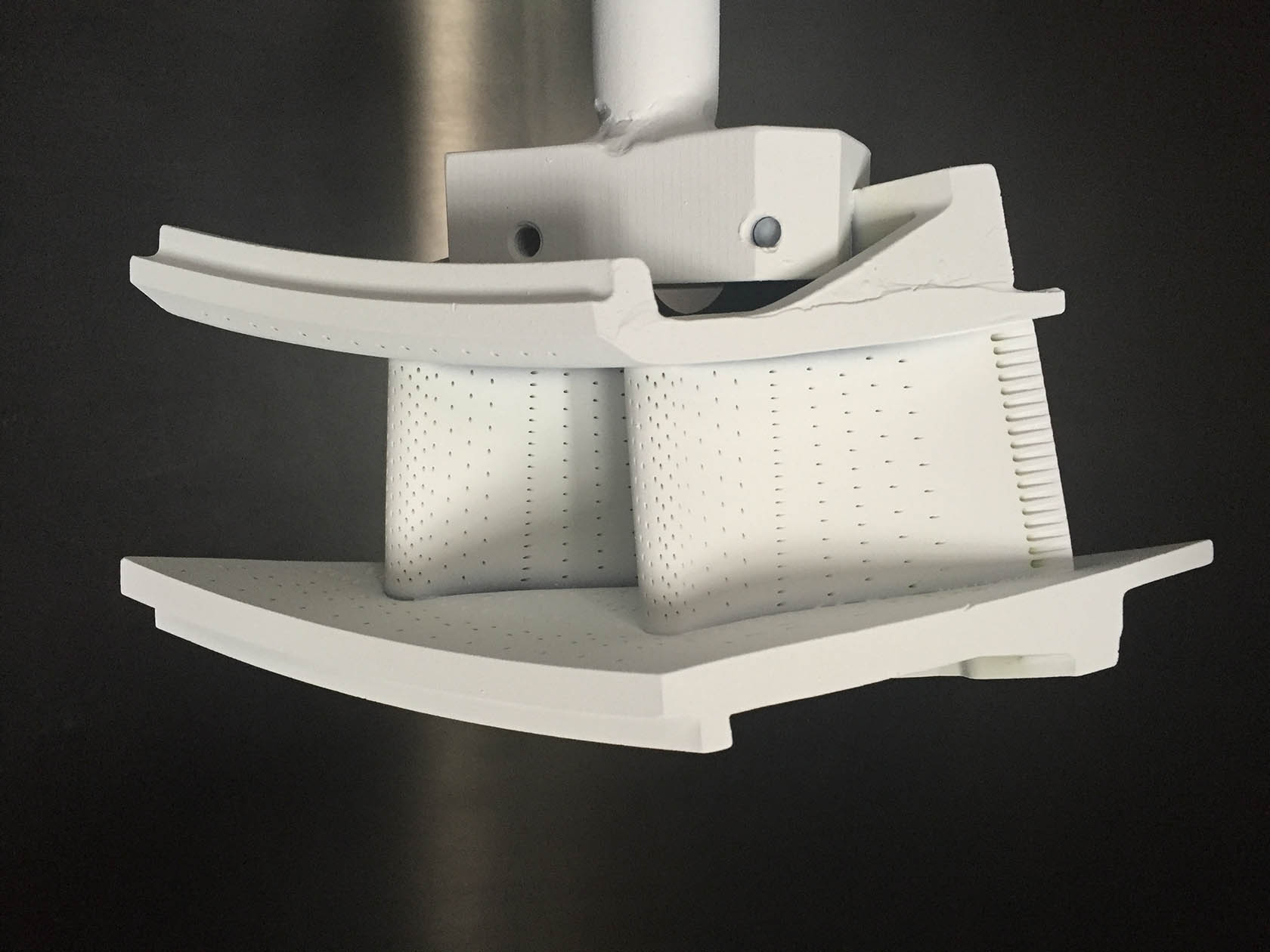
Investment castings offer unparalleled precision and intricate detail in manufacturing, delivering complex components for high-performance applications across diverse industries. Explore our range of high-quality investment casted parts.

Investment Casting Materials
Neway Custom Investment Casting Service Capabilities
Neway specialized in custom investment casting services for over 30 years. Typically Neway offers a range of capabilities to meet the needs of different industries and applications. Some of the most common capabilities include:Material Selection, Size and Complexity, Surface Finish
Custom Parts Surface Finishing Available
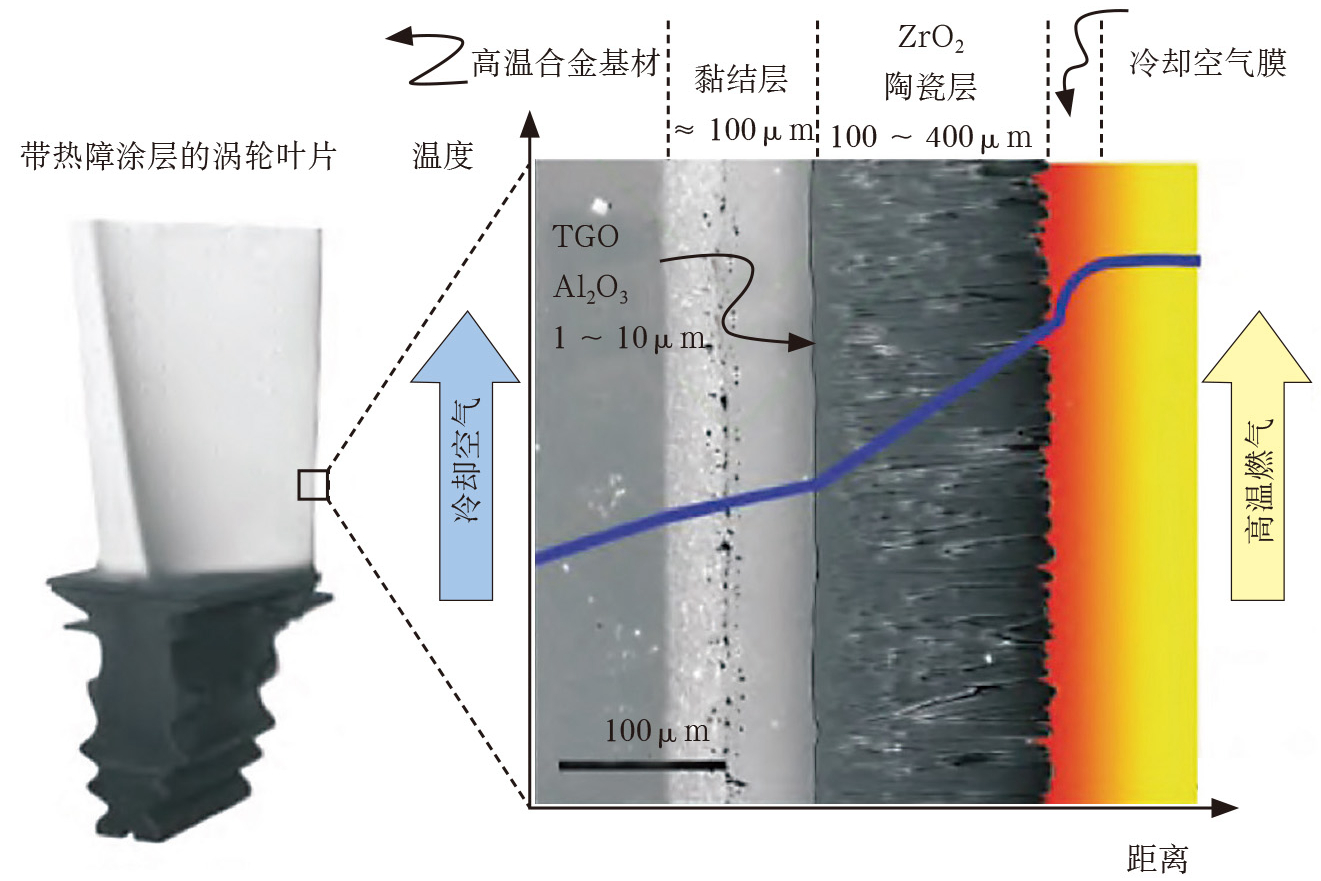
Our Surface Treatment Service offers specialized finishes for custom parts, enhancing durability, aesthetics, and performance. We provide a range of processes, including Electroplating, Anodizing, Powder Coating, and Thermal Barrier Coatings, tailored to improve corrosion resistance, wear properties, and visual appeal of metal and plastic components across industries.
learn more
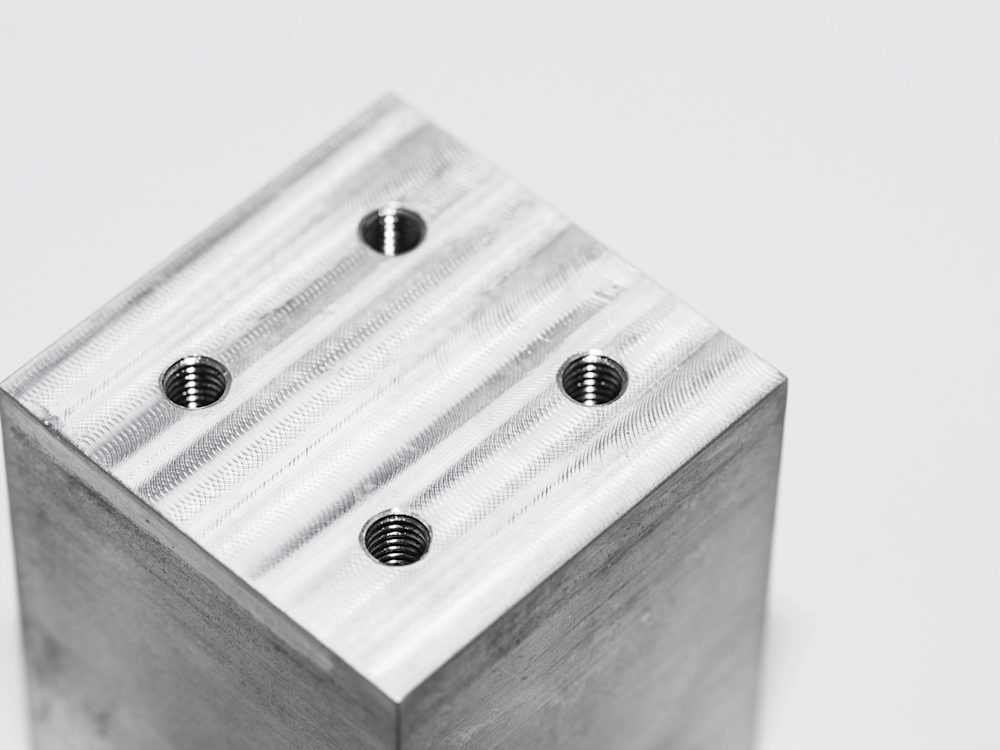
As Machined

learn more
Painting

learn more
PVD
learn more
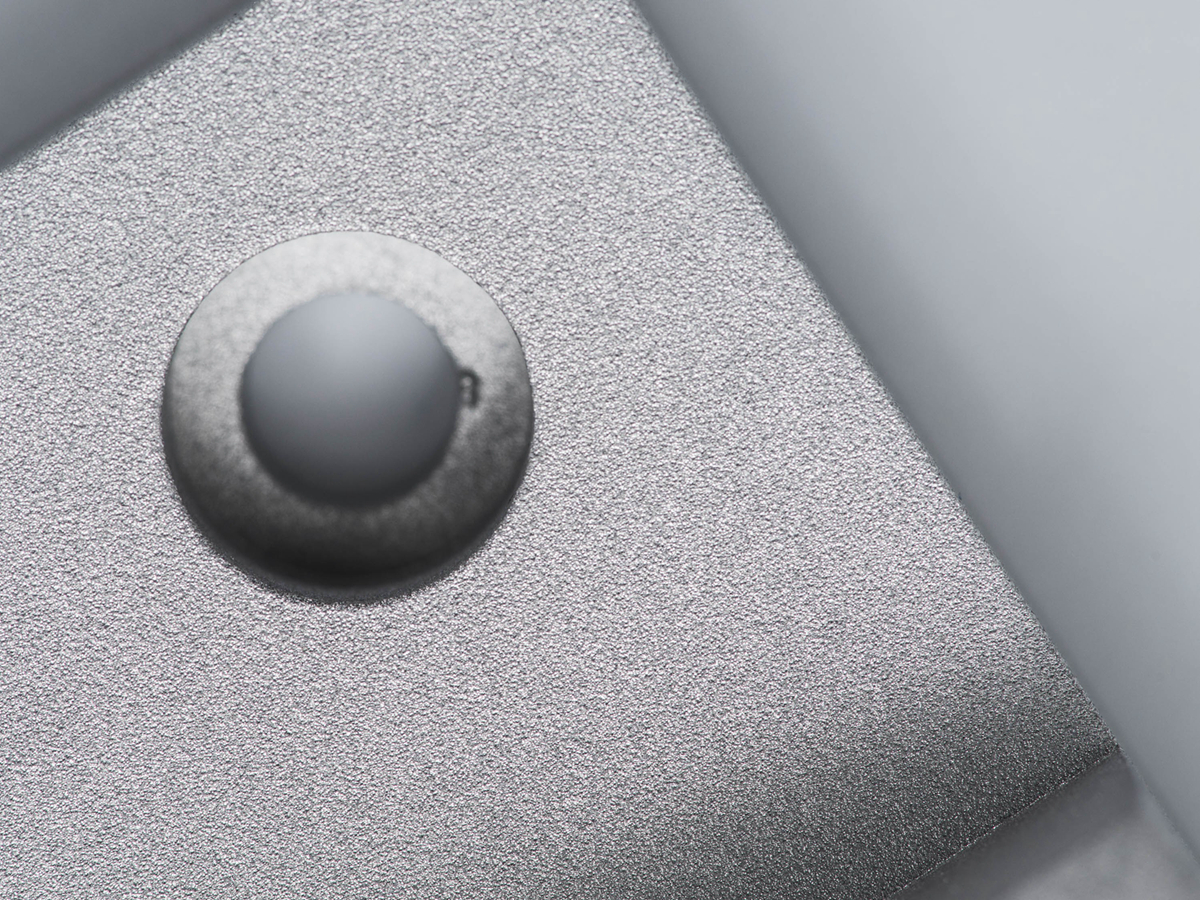
Sandblasting

learn more
Electroplating

learn more
Polishing

learn more
Anodizing

learn more
Powder Coating
learn more
Electropolishing

learn more
IMD

learn more
Brushed Finishes
learn more
Black Oxide
learn more
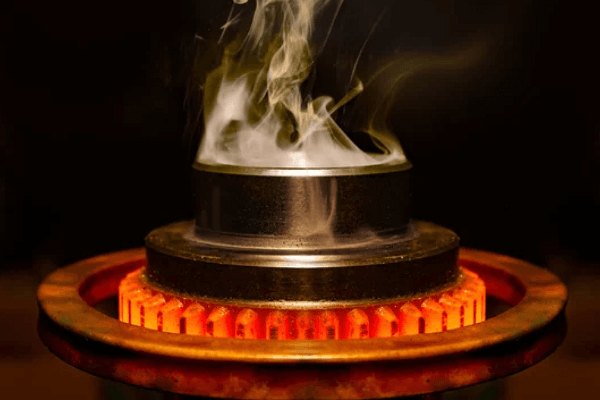
Heat Treatment
learn more
Tumbling

learn more
Alodine

learn more
Chrome Plating

learn more
Phosphating

learn more
Nitriding

learn more
Galvanizing

learn more
Lacquer Coating

learn more
Teflon Coating
learn more
Thermal Coatings
learn more
Thermal Barrier Coatings

learn more
Passivation
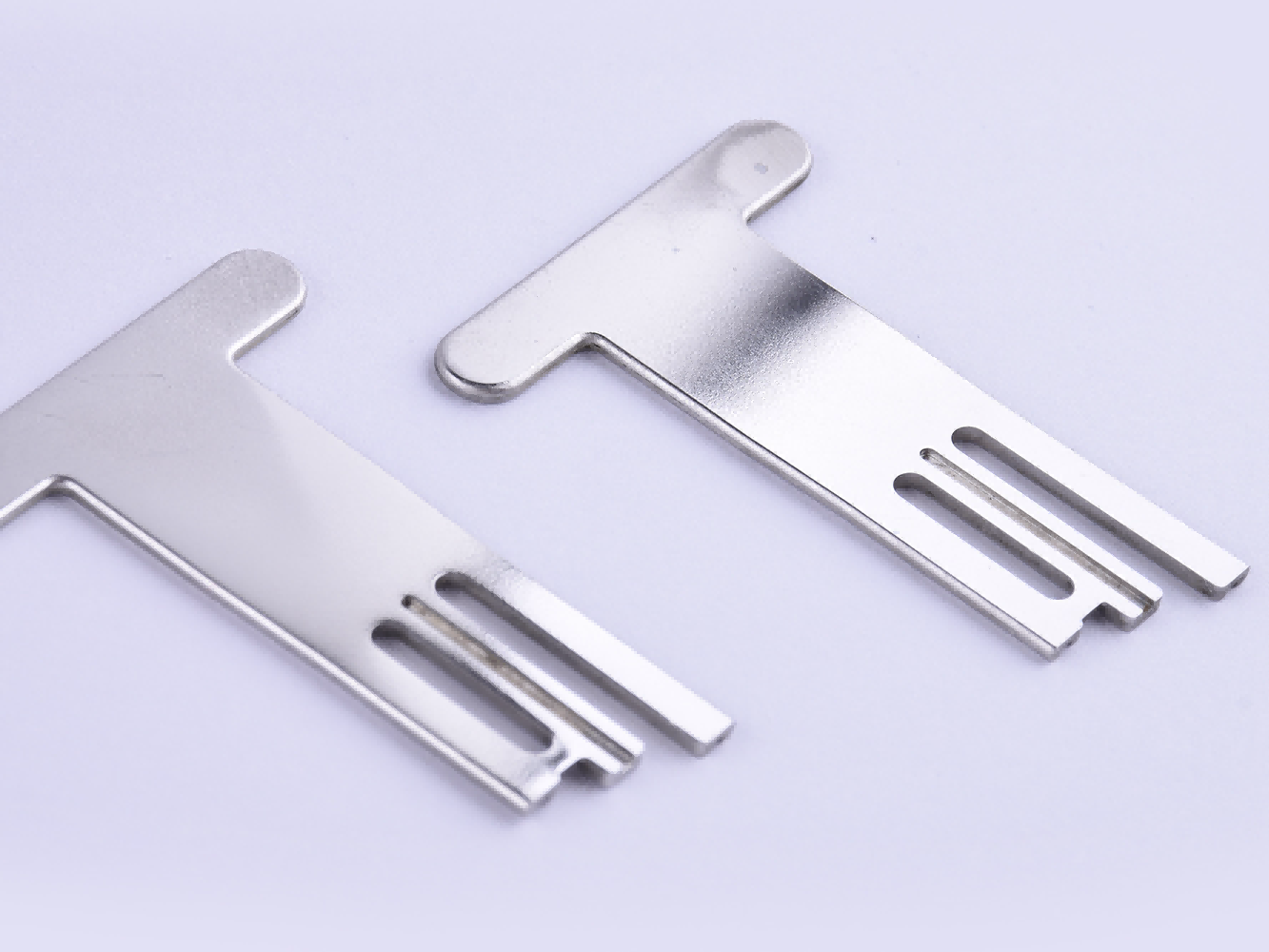
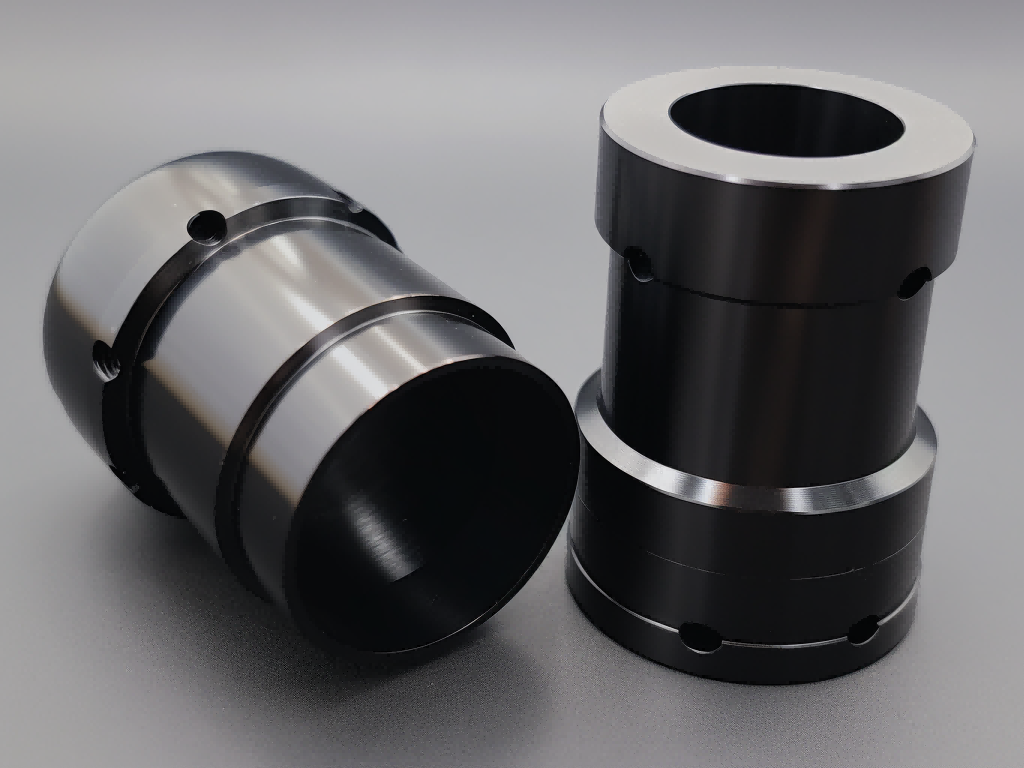
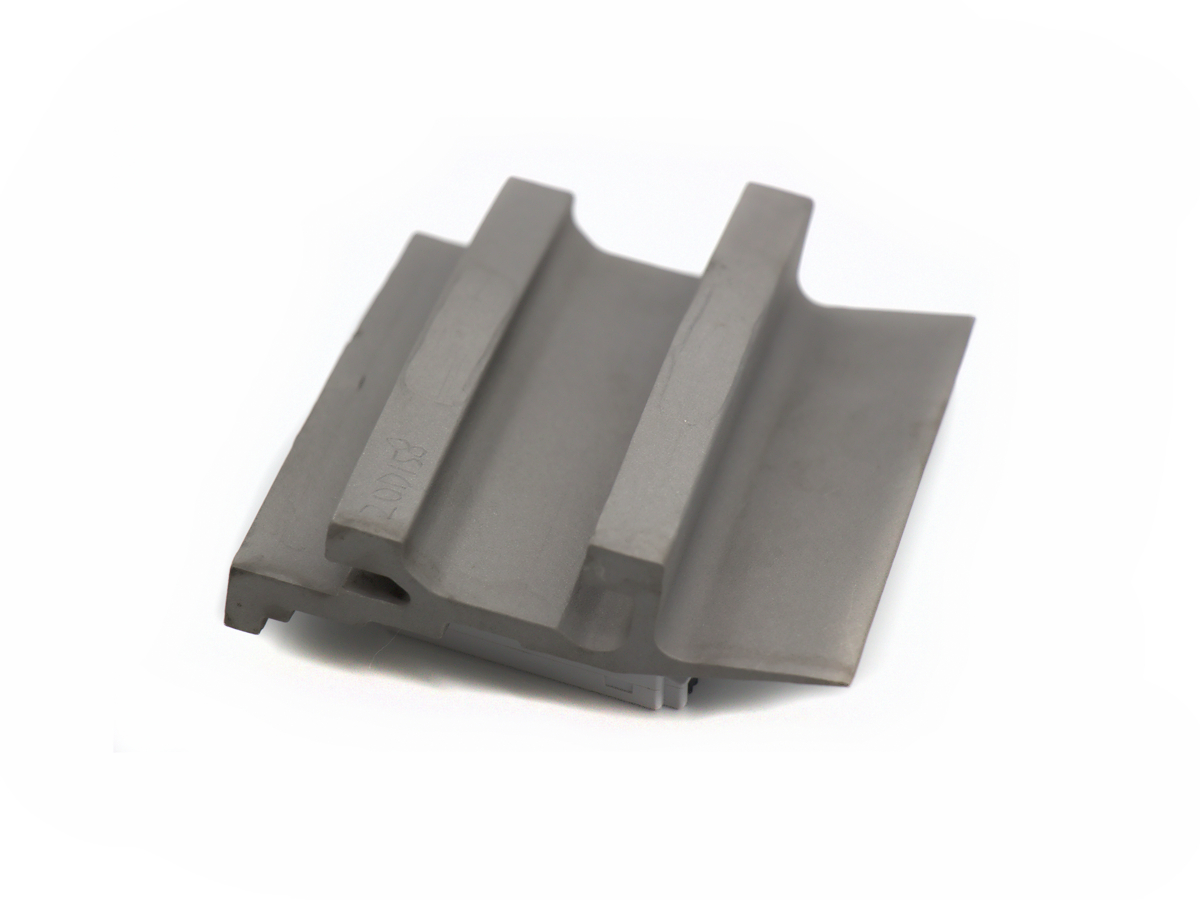
Custom Investment Parts Gallery
Explore our investment cast parts gallery and find out how diverse industries leverage their advantages.







Let's Start A New Project Today
Suggestions for Investment Casting Parts
These guidelines offer strategic design suggestions for investment casting parts to achieve even cooling, reduced defects, and cost-effective production while enhancing part strength and overall quality.
Frequently Asked Questions
Explore Related Resources




Neway Precision Works Ltd.
No.3 Lefushan Industry West Road
Fenggang, Dongguan, China
ZIP 523000
Solutions
Copyright © 2025 Neway Precision Works Ltd.All Rights Reserved.