On-demand Gravity Casting Manufacturing Service
Explore the differences between gravity casting and other casting methods to determine the best choice for your project.

Send us your designs and specifications for a free quotation
All uploaded files are secure and confidential
What Is Gravity Casting Service
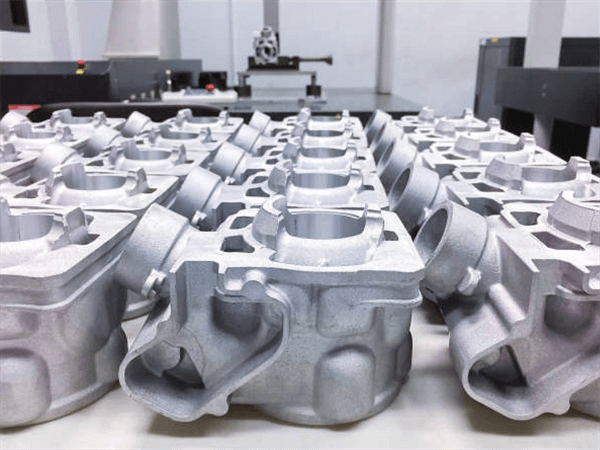
Our Gravity Casting Service leverages the natural force of gravity to produce high-quality metal components with excellent surface finish and structural integrity. Ideal for low-pressure, cost-effective casting of complex geometries with reduced energy consumption.

Applications of Gravity Castings
Our gravity casting process delivers robust components with excellent mechanical properties across diverse industries. Discover high-quality, precision-engineered gravity casted parts used in critical applications.
Gravity Casting Materials
Custom Parts Surface Finishing Available
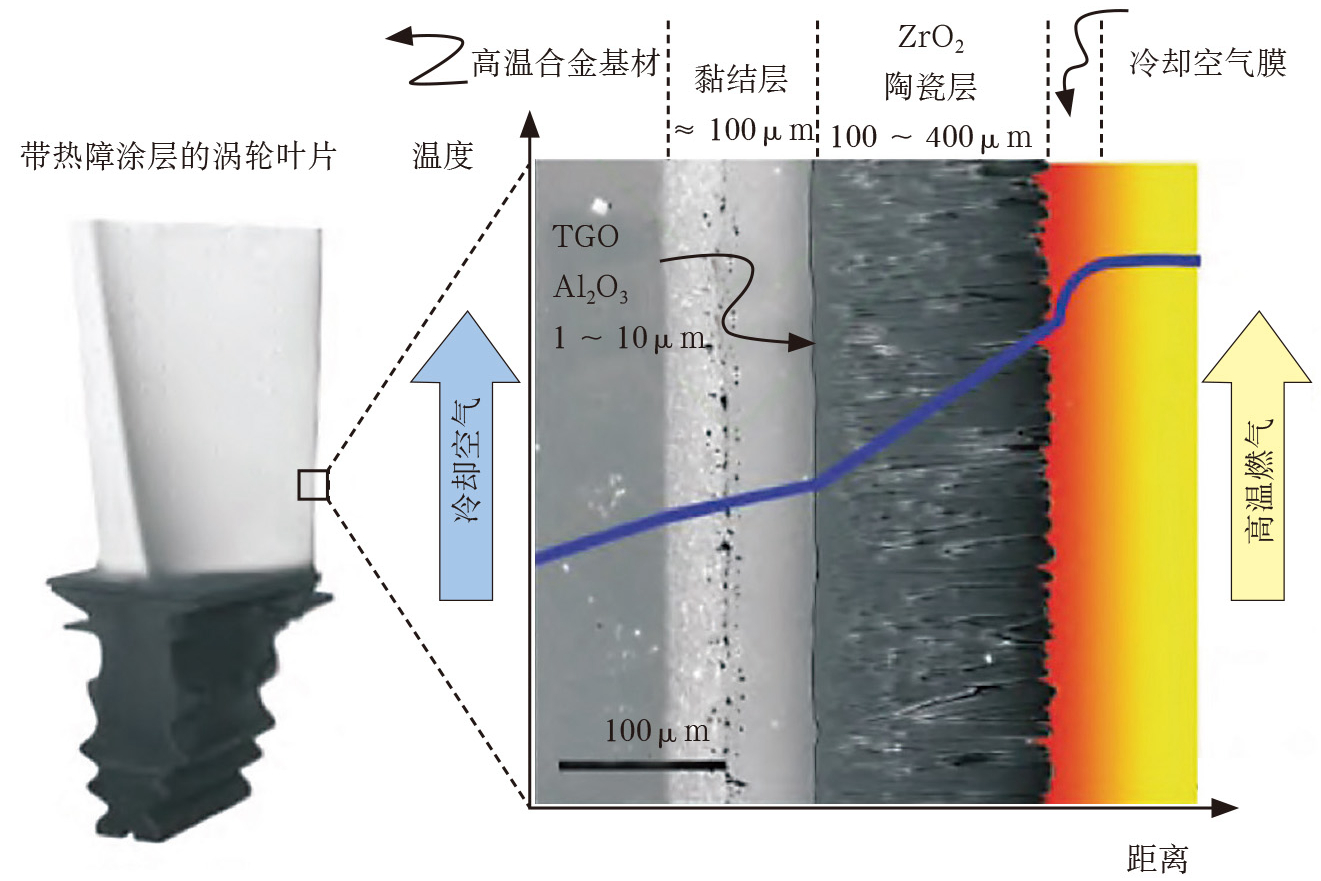
Our Surface Treatment Service offers specialized finishes for custom parts, enhancing durability, aesthetics, and performance. We provide a range of processes, including Electroplating, Anodizing, Powder Coating, and Thermal Barrier Coatings, tailored to improve corrosion resistance, wear properties, and visual appeal of metal and plastic components across industries.
learn more
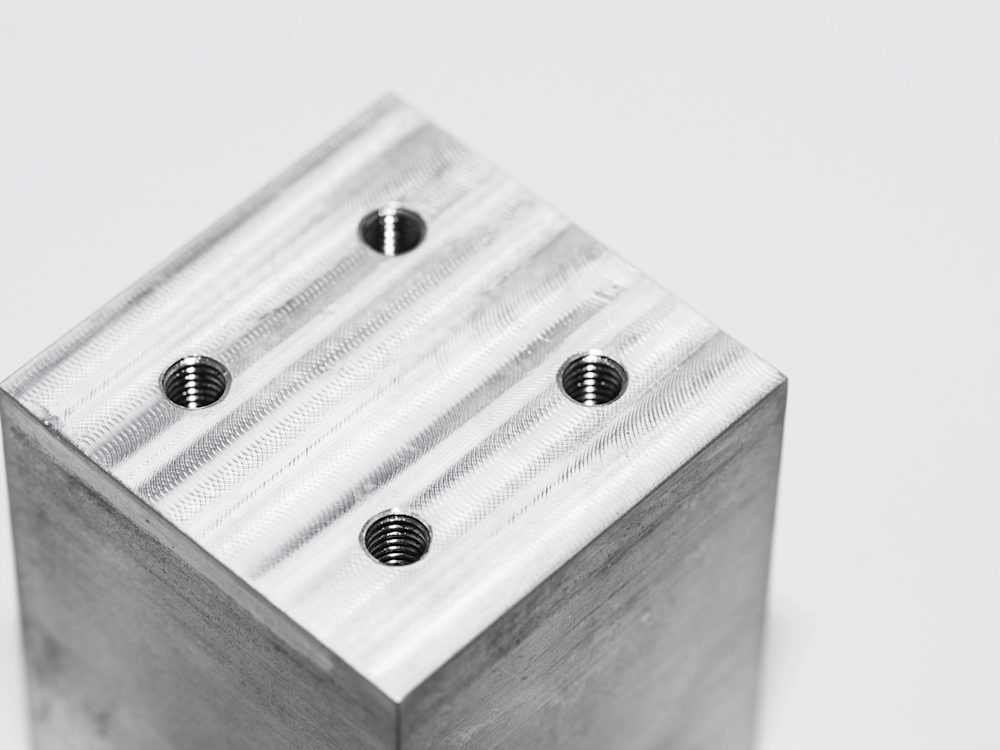
As Machined

learn more
Painting

learn more
PVD
learn more
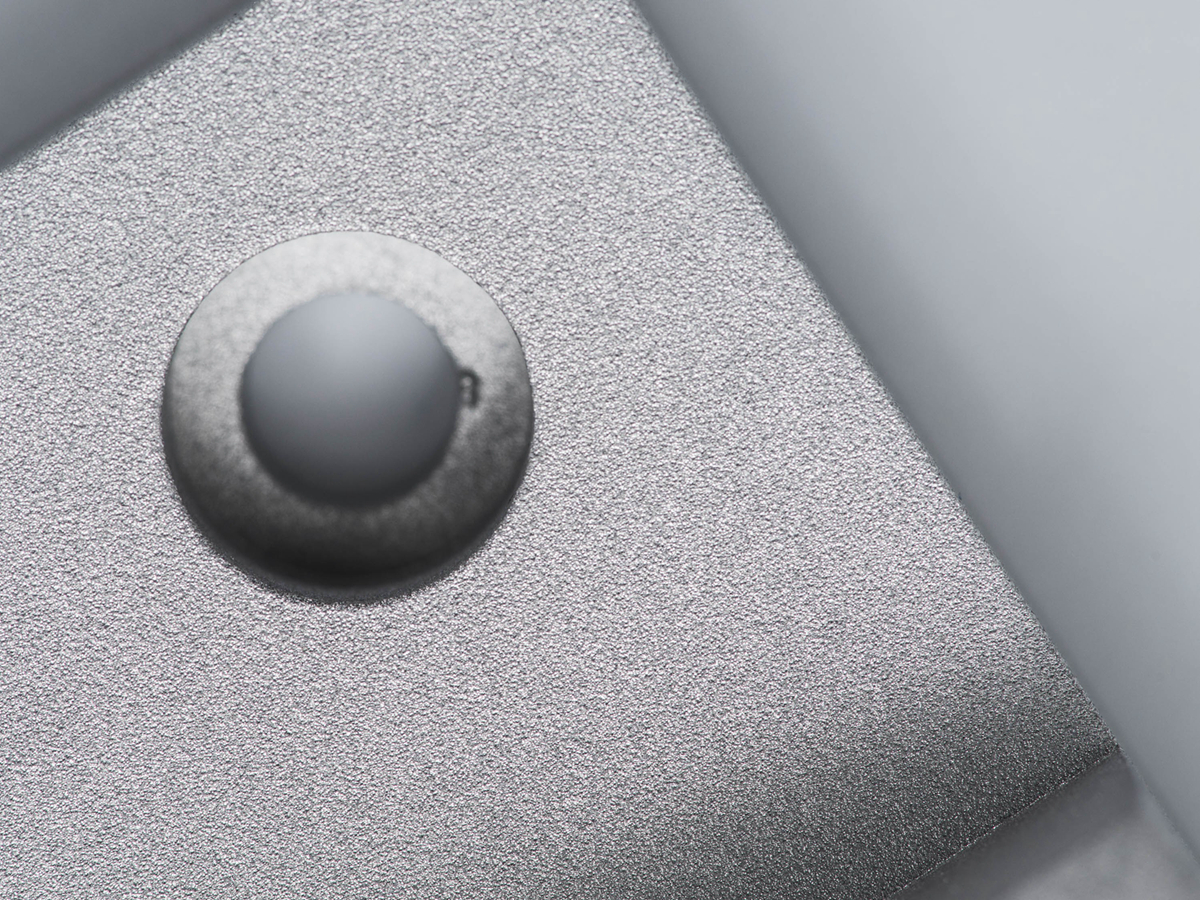
Sandblasting

learn more
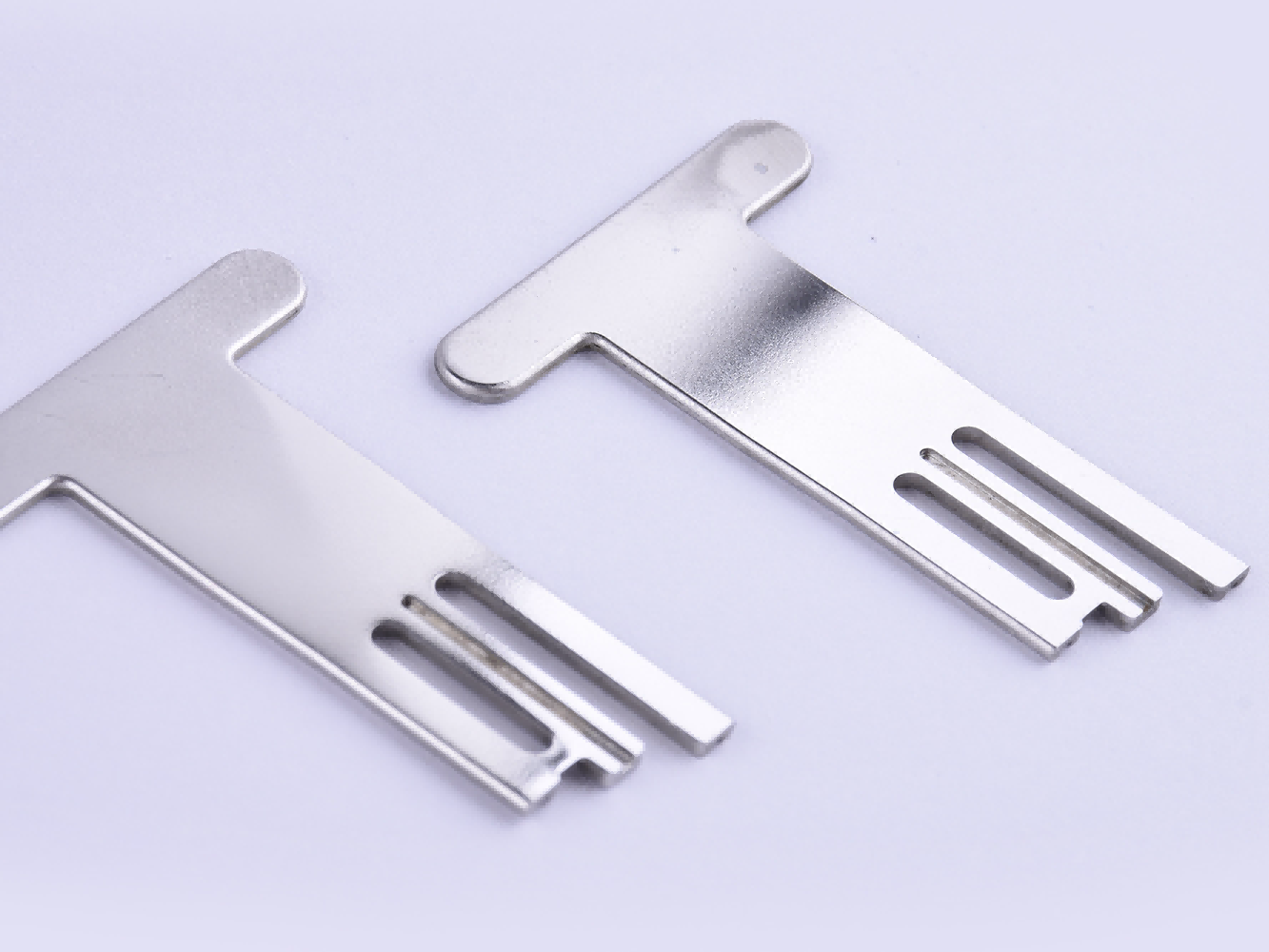
Electroplating

learn more
Polishing

learn more
Anodizing

learn more
Powder Coating
learn more
Electropolishing

learn more
IMD

learn more
Brushed Finishes
learn more
Black Oxide
learn more
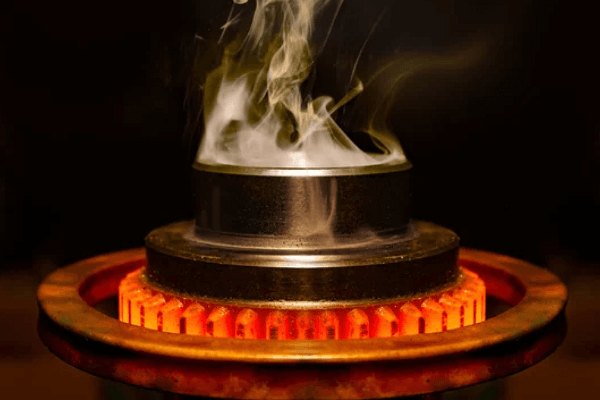
Heat Treatment
learn more
Tumbling

learn more
Alodine

learn more
Chrome Plating

learn more
Phosphating

learn more
Nitriding

learn more
Galvanizing

learn more
Lacquer Coating

learn more
Teflon Coating
learn more
Thermal Coatings
learn more
Thermal Barrier Coatings

learn more
Passivation
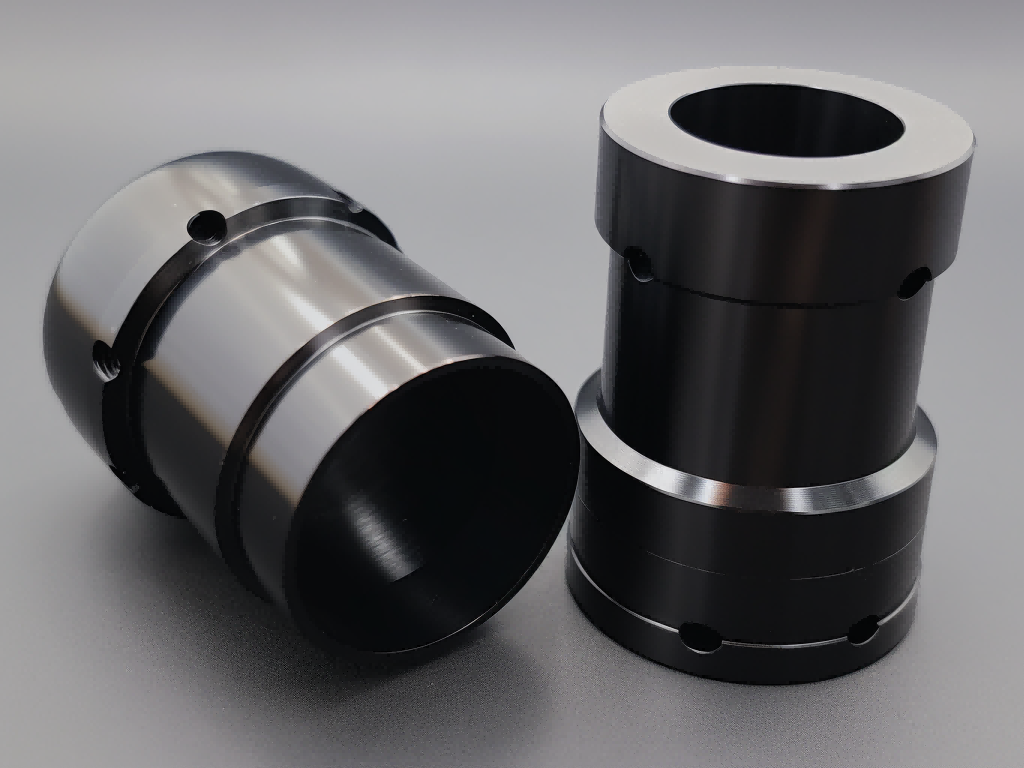
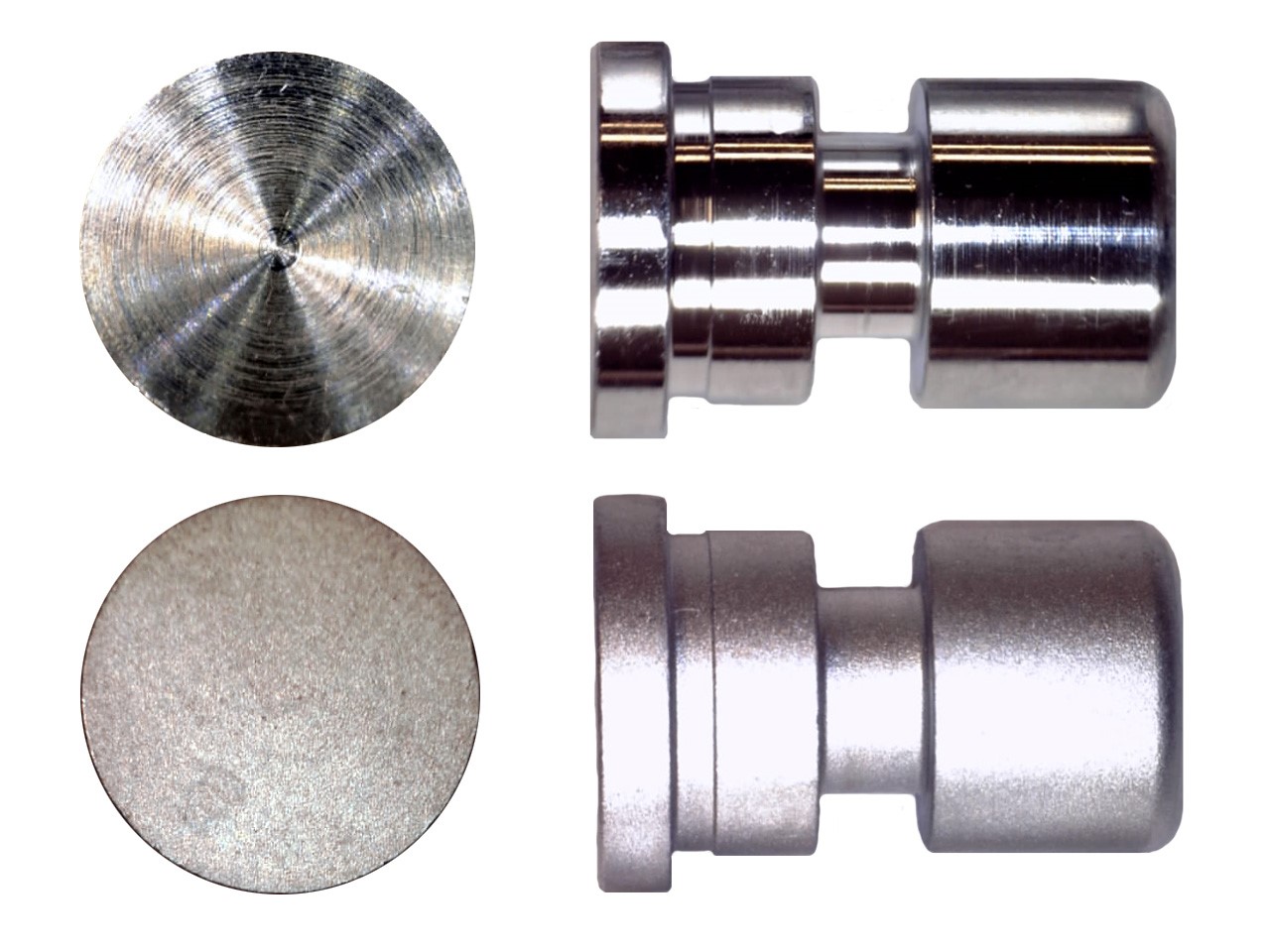
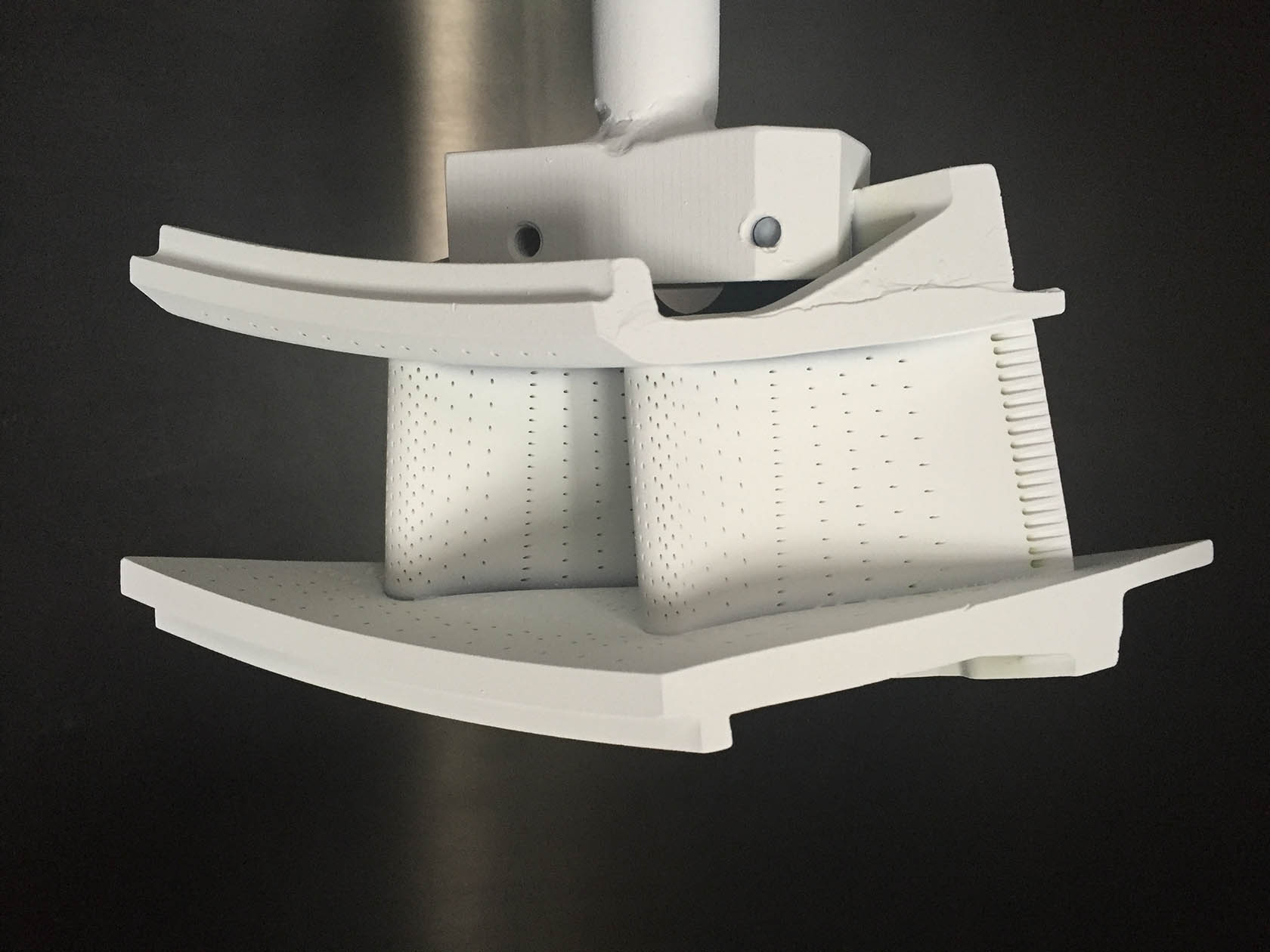
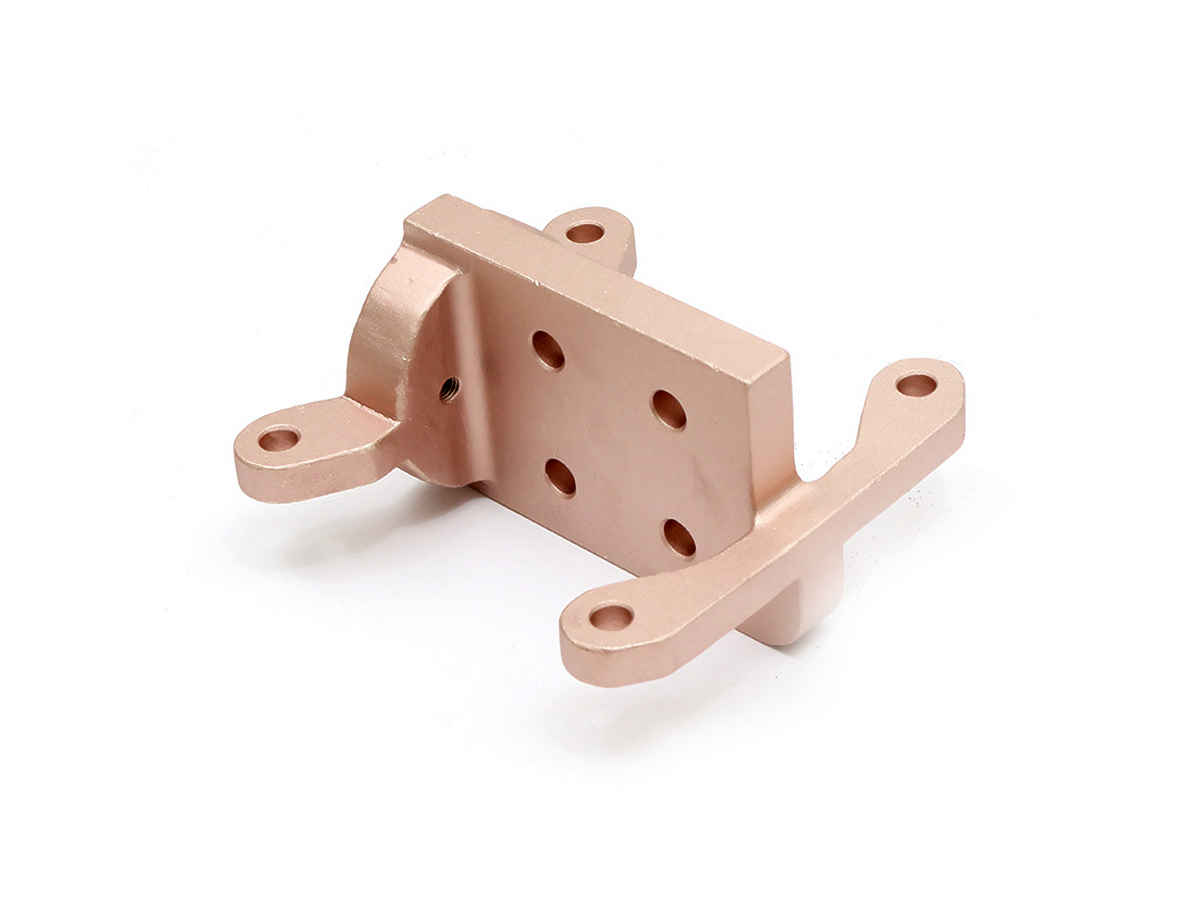
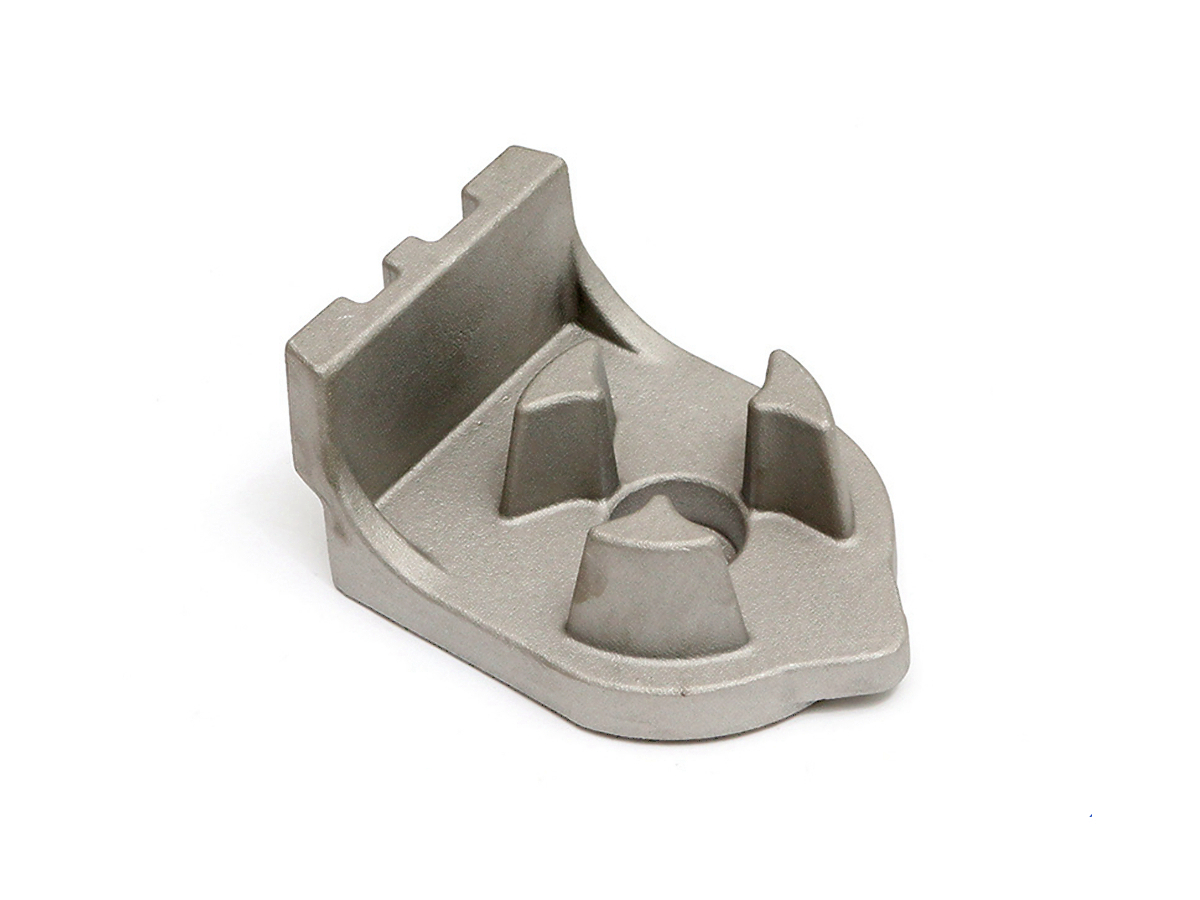
Gravity Cast Parts Gallery
Explore our gravity cast parts gallery showcasing the versatility and wide range of applications for these high-quality components.






Let's Start A New Project Today
Gravity Casting Parts Design Guideline
This guideline offers industry standard values for gravity casting parts to optimize metal flow and solidification while minimizing shrinkage, porosity, and production costs, ensuring high-quality, dimensionally accurate castings.
Frequently Asked Questions
Explore Related Resources




Neway Precision Works Ltd.
No.3 Lefushan Industry West Road
Fenggang, Dongguan, China
ZIP 523000
Solutions
Copyright © 2025 Neway Precision Works Ltd.All Rights Reserved.