Rapid CNC Machining and Prototyping Service
With our custom CNC machining services, you can expect nothing but the best. Our team uses the latest technology and techniques to deliver results that meet or exceed your expectations.

Send us your designs and specifications for a free quotation
All uploaded files are secure and confidential
Custom Parts CNC Machining Service
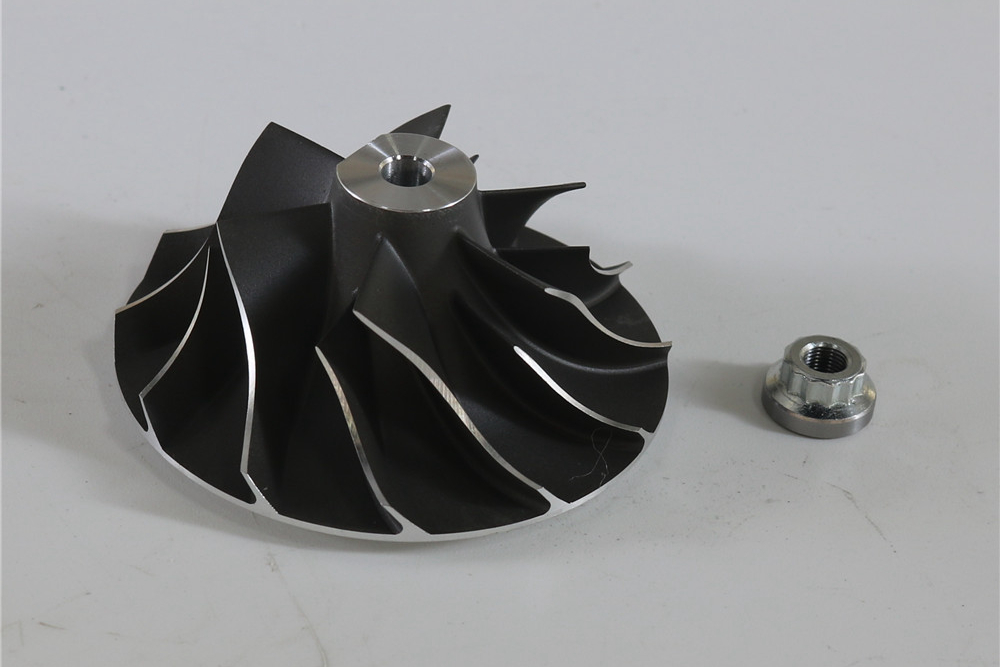
Our Custom Parts CNC Machining Service delivers high-precision, tailored solutions for various industries. We specialize in manufacturing complex, custom-designed parts from metals like stainless steel, titanium, high-temperature alloys, and plastics and composites. Utilizing 3-axis, 4-axis, and 5-axis CNC machining, we achieve tight tolerances and intricate geometries with exceptional accuracy. Our services include rapid prototyping, small-batch production, and full-scale manufacturing, ensuring fast turnaround times and top-quality results.

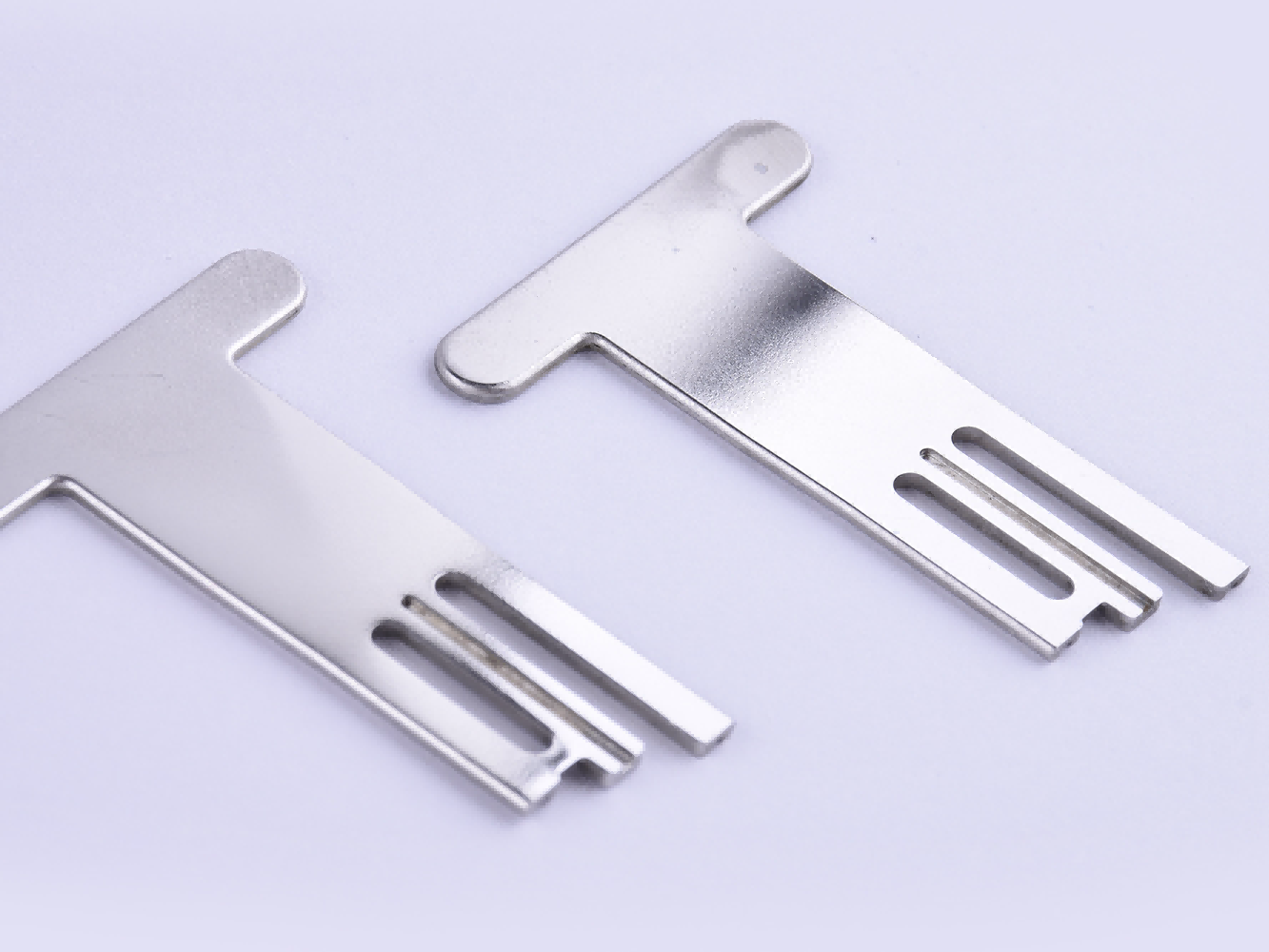
Our EDM service precisely cuts complex shapes, undercut structures, high-temperature alloys, and other difficult-to-process materials with maximum tolerance +/-0.005mm

Our CNC Machining service provides high-precision custom parts from superalloys, metals, plastics, and ceramics, with rapid prototyping and on-demand manufacturing.

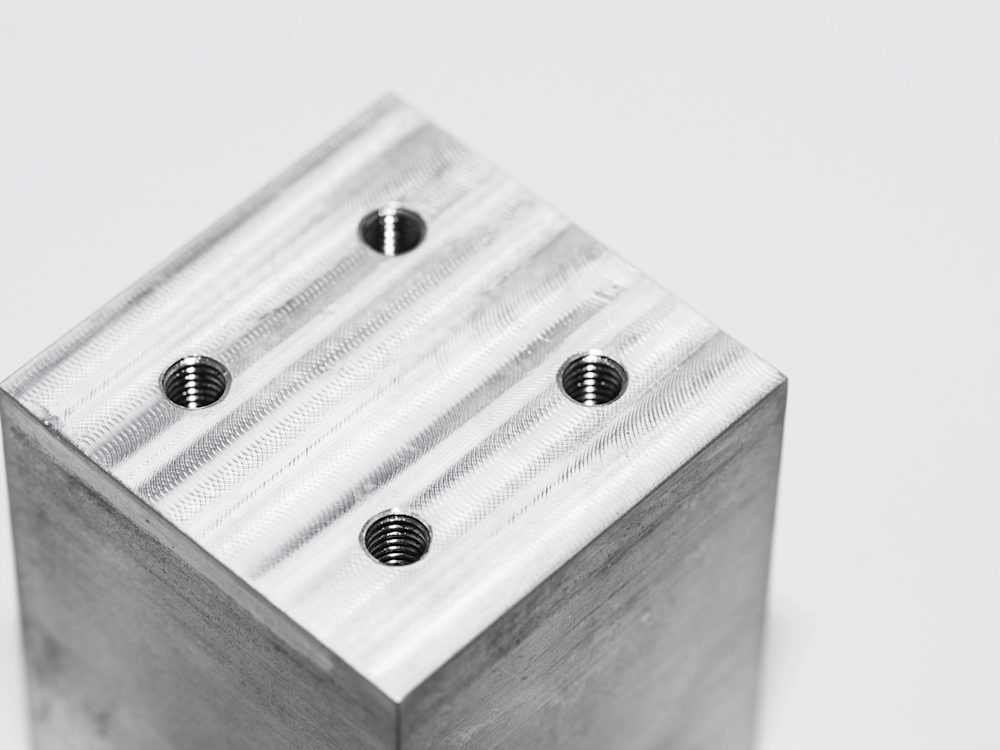
We offer on-demand CNC Milling manufacturing service that provides high-precision machining (+/-0.001in) for complex parts, utilizing 3-axis, 4-axis, and 5-axis capabilities.

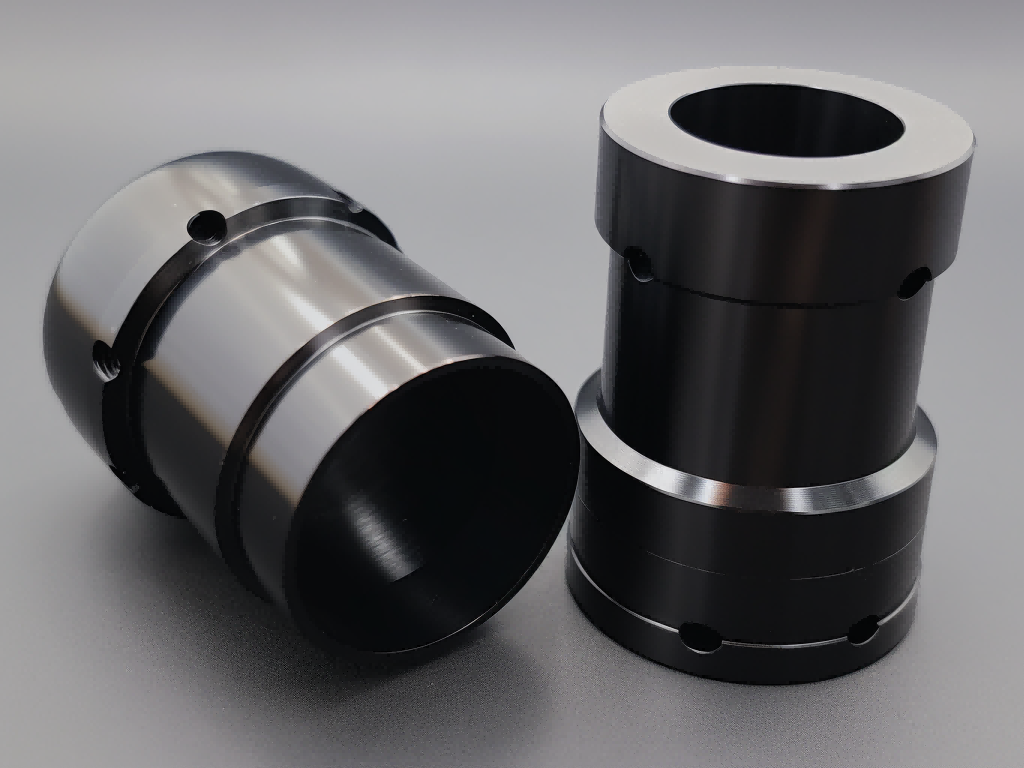
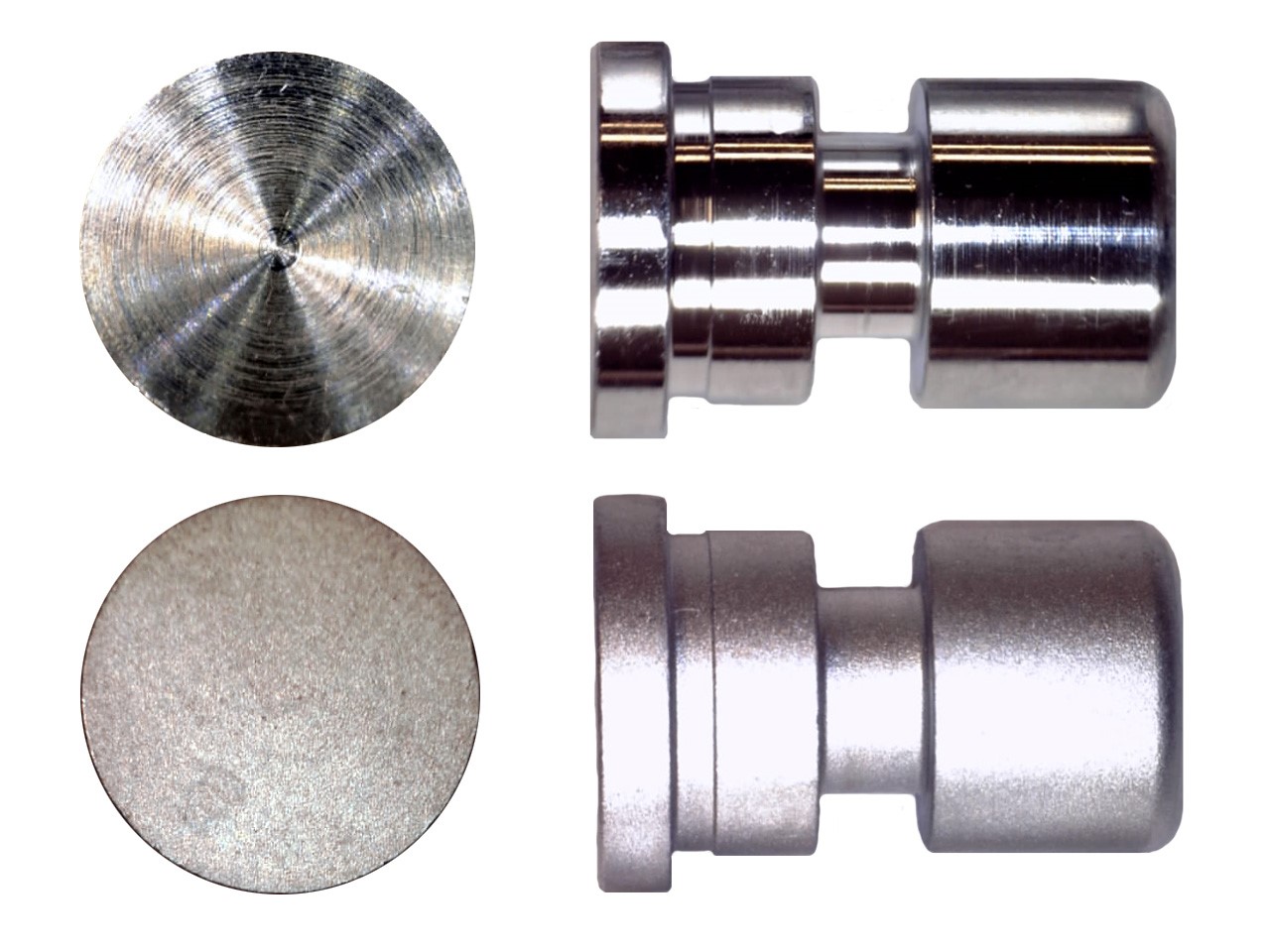
Custom CNC Turning service delivers precise, cylindrical parts with tight tolerances, ideal for superalloys, metals, plastics, ceramics and high-performance materials.

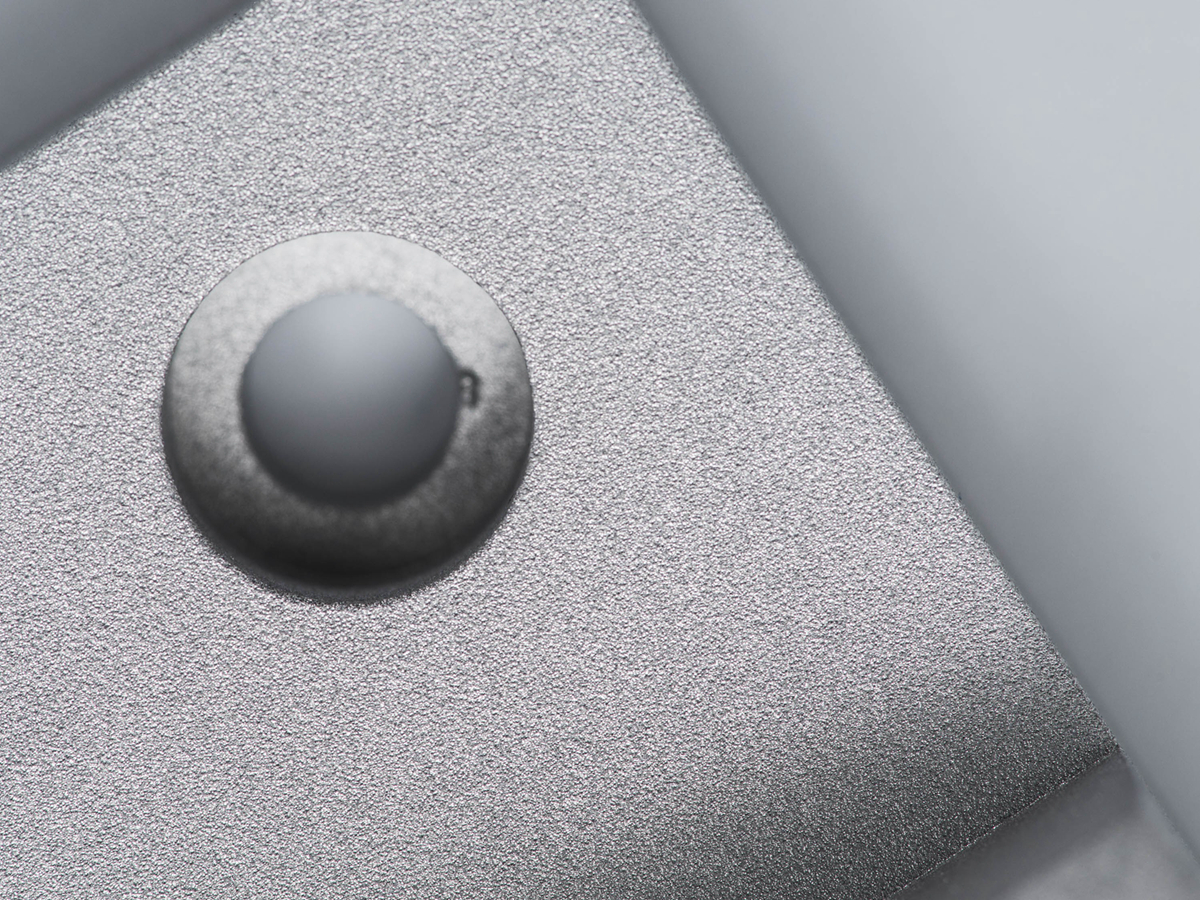
Our CNC deep hole drilling service offers precise hole creation with tight tolerances suitable for various materials and applications. The maximum aspect ratio is 100:1.

Our CNC Boring service offers precise hole enlargement and finishing, ensuring high accuracy for large and complex parts. And internal spline and internal groove processing.

CNC Grinding service ensures ultra-precise surface finishes and tight tolerances for complex shapes, delivering high-quality results in ceramics, metals, and superalloys.

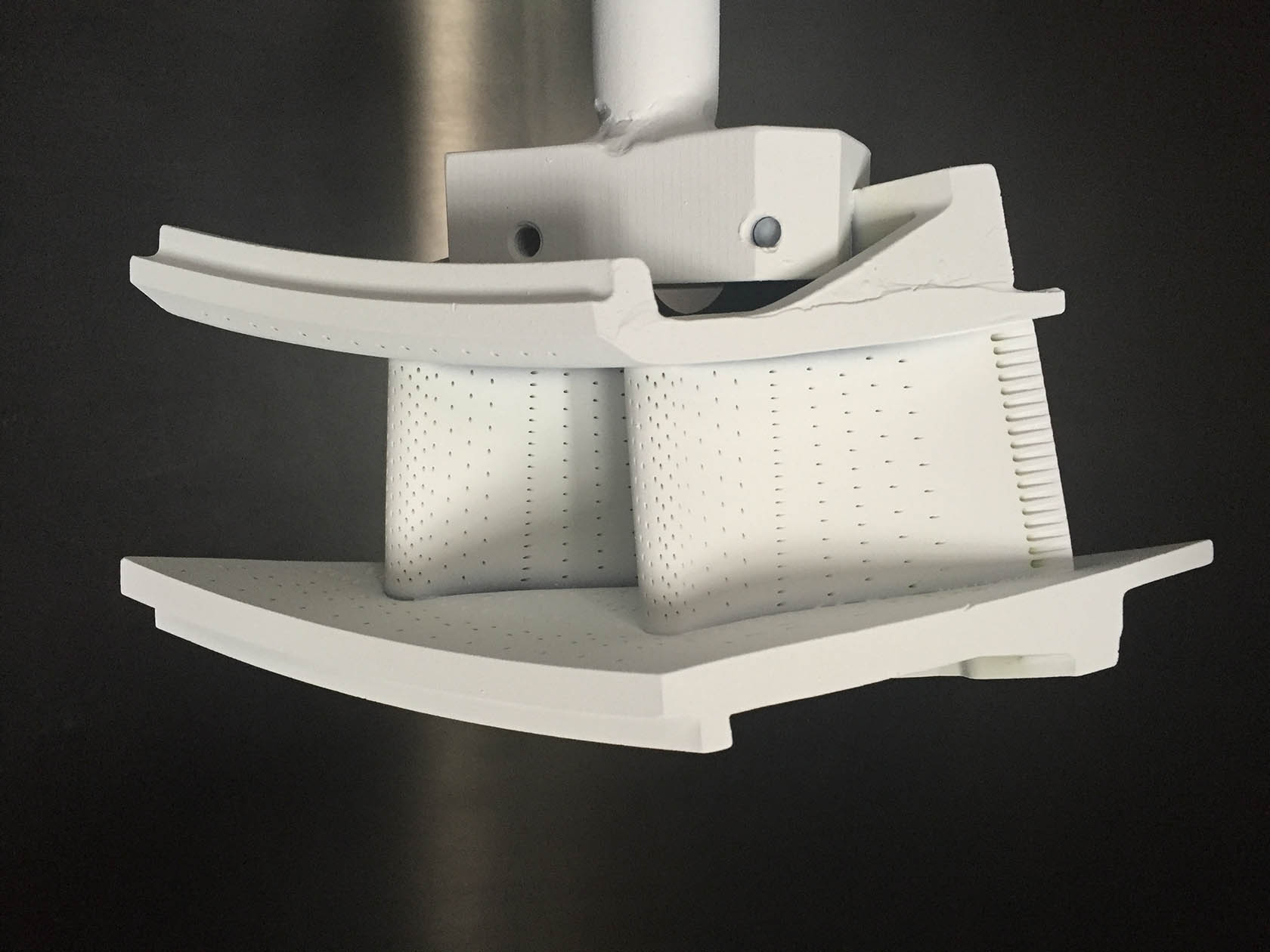
Our Multi-Axis Machining service utilizes 4-axis and 5-axis CNC machines to produce complex, high-precision parts with intricate geometries and tight tolerances.

Our Precision Machining service delivers tight-tolerance parts with exceptional accuracy to meet the most demanding specifications across diverse materials and industries.
Our EDM service precisely cuts complex shapes, undercut structures, high-temperature alloys, and other difficult-to-process materials with maximum tolerance +/-0.005mm
Our CNC Machining service provides high-precision custom parts from superalloys, metals, plastics, and ceramics, with rapid prototyping and on-demand manufacturing.
We offer on-demand CNC Milling manufacturing service that provides high-precision machining (+/-0.001in) for complex parts, utilizing 3-axis, 4-axis, and 5-axis capabilities.
Custom CNC Turning service delivers precise, cylindrical parts with tight tolerances, ideal for superalloys, metals, plastics, ceramics and high-performance materials.
Our CNC deep hole drilling service offers precise hole creation with tight tolerances suitable for various materials and applications. The maximum aspect ratio is 100:1.
Our EDM service precisely cuts complex shapes, undercut structures, high-temperature alloys, and other difficult-to-process materials with maximum tolerance +/-0.005mm
Our CNC Machining service provides high-precision custom parts from superalloys, metals, plastics, and ceramics, with rapid prototyping and on-demand manufacturing.
We offer on-demand CNC Milling manufacturing service that provides high-precision machining (+/-0.001in) for complex parts, utilizing 3-axis, 4-axis, and 5-axis capabilities.
Custom CNC Turning service delivers precise, cylindrical parts with tight tolerances, ideal for superalloys, metals, plastics, ceramics and high-performance materials.
Our CNC deep hole drilling service offers precise hole creation with tight tolerances suitable for various materials and applications. The maximum aspect ratio is 100:1.
Our CNC Boring service offers precise hole enlargement and finishing, ensuring high accuracy for large and complex parts. And internal spline and internal groove processing.
CNC Grinding service ensures ultra-precise surface finishes and tight tolerances for complex shapes, delivering high-quality results in ceramics, metals, and superalloys.
Our Multi-Axis Machining service utilizes 4-axis and 5-axis CNC machines to produce complex, high-precision parts with intricate geometries and tight tolerances.
Our Precision Machining service delivers tight-tolerance parts with exceptional accuracy to meet the most demanding specifications across diverse materials and industries.
Our EDM service precisely cuts complex shapes, undercut structures, high-temperature alloys, and other difficult-to-process materials with maximum tolerance +/-0.005mm
Our CNC Machining service provides high-precision custom parts from superalloys, metals, plastics, and ceramics, with rapid prototyping and on-demand manufacturing.
Advantages of CNC Machining Service
Our CNC machining service delivers unmatched precision and efficiency. Through advanced automation and multi-axis capabilities, we ensure superior quality, rapid turnaround, and significant cost savings.

Applications of CNC Machined Parts
Our CNC machining service delivers precision-engineered components used across diverse industries. Explore our range of custom machined parts designed to meet high-quality standards and exacting tolerances.
Custom Parts Surface Finishing Available
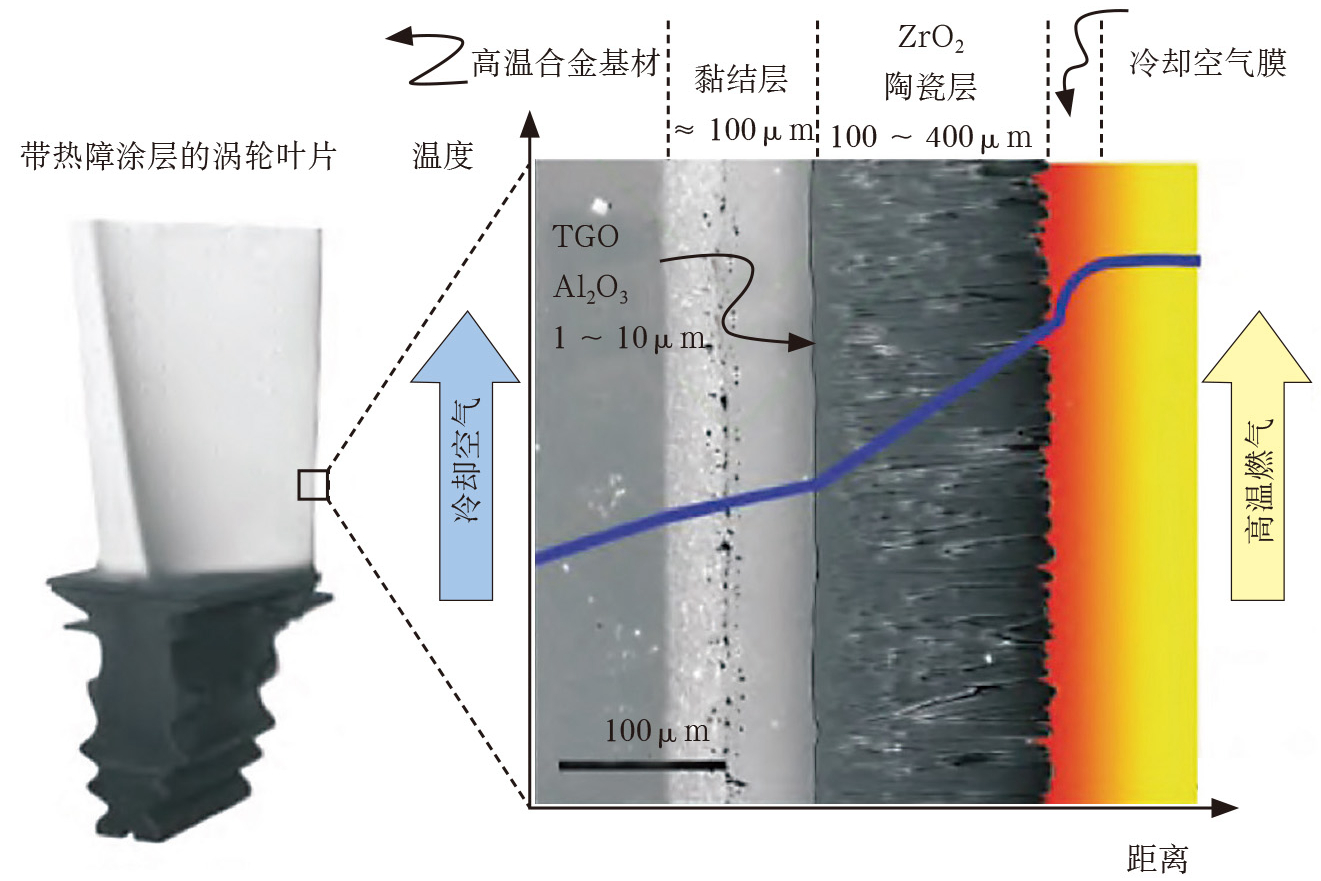
Our Surface Treatment Service offers specialized finishes for custom parts, enhancing durability, aesthetics, and performance. We provide a range of processes, including Electroplating, Anodizing, Powder Coating, and Thermal Barrier Coatings, tailored to improve corrosion resistance, wear properties, and visual appeal of metal and plastic components across industries.
learn more
As Machined

learn more
Painting

learn more
PVD
learn more
Sandblasting

learn more
Electroplating

learn more
Polishing

learn more
Anodizing

learn more
Powder Coating
learn more
Electropolishing

learn more
IMD

learn more
Brushed Finishes
learn more
Black Oxide
learn more
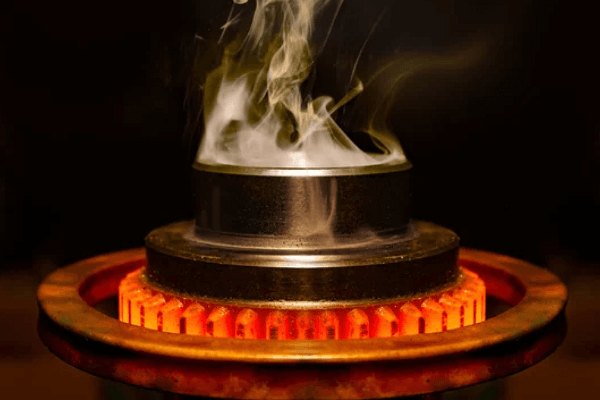
Heat Treatment
learn more
Tumbling

learn more
Alodine

learn more
Chrome Plating

learn more
Phosphating

learn more
Nitriding

learn more
Galvanizing

learn more
Lacquer Coating

learn more
Teflon Coating
learn more
Thermal Coatings
learn more
Thermal Barrier Coatings

learn more
Passivation
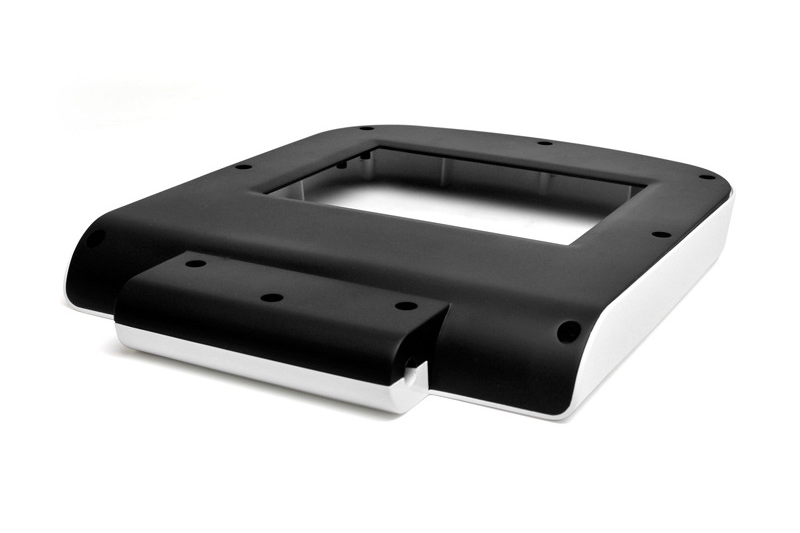
Custom Parts Gallery
At our custom parts gallery, we understand that every project is unique. That's why we work closely with our customers to ensure that their custom parts are designed to meet their exact specifications. With our attention to detail and commitment to quality, you can trust that your custom parts will exceed your expectations.







Let's Start A New Project Today
Custom CNC Machining Parts Design Guideline
These guidelines provide industry standard values for custom CNC machining parts, ensuring precise machining, high rigidity, and minimal deformation while balancing accuracy, manufacturability, and cost efficiency.
Frequently Asked Questions
Explore Related Resources




Neway Precision Works Ltd.
No.3 Lefushan Industry West Road
Fenggang, Dongguan, China
ZIP 523000
Solutions
Copyright © 2025 Neway Precision Works Ltd.All Rights Reserved.