Can Ceramics be Compression Molded?
Ceramic Compression Molding
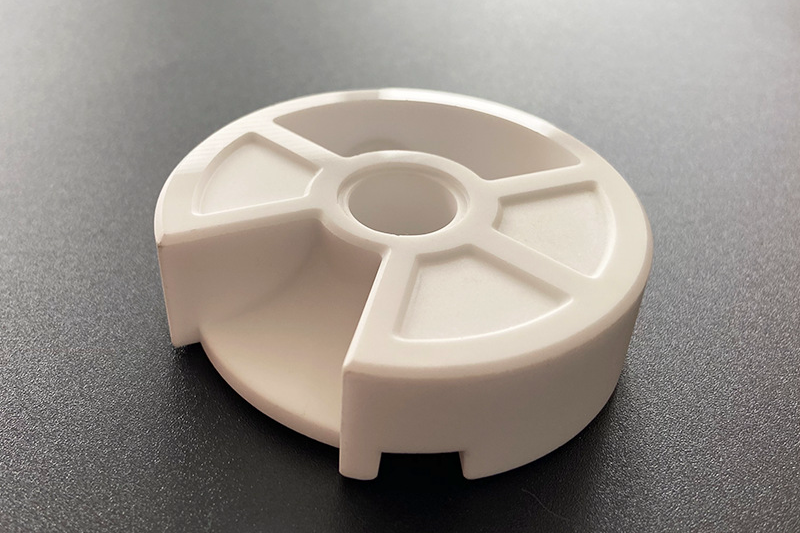
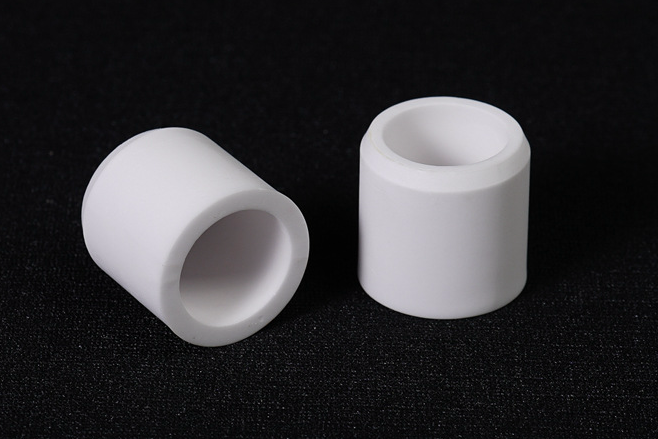
Compression molding is a process for forming ceramic powders into complex near-net shape components by applying external pressure. The process involves filling a mold die cavity with ceramic powder or granules, which are then compacted under high pressure to form a green part.
The ceramic materials commonly compression molded include oxides like alumina, zirconia, ferrites, glass powders, silicon carbide, silicon nitride, and non-oxide ceramics. The powder particle size distribution is controlled carefully based on the final product requirements.
The molding setup consists of a single or multi-cavity mold made of tool steel. The powder is gravity fed into the cavity and compacted using a hydraulically driven upper punch. Pressures up to 300 MPa are applied to compress the powder. The compression pressure, temperature, and time are optimized for high green density and uniform compaction.
Binders are added to the ceramic powder to provide green strength for handling and assist in lubricating the powder for ease of ejection. Typical binders include waxes, thermoplastic polymers, gelling agents, or surfactants in amounts up to 10% by weight.
The compression molding sequence begins with the powder-filled mold cavity, followed by upper punch compaction under heat to form the compacted green part. The green part is then ejected and sintered at high temperatures to obtain the final dense ceramic component.
Benefits of ceramic compression molding
- Ability to produce complex, intricate shapes not possible with dry pressing
- Good dimensional accuracy and surface finishes
- Flexibility in composition - a wide range of material systems
- Near-net shape capability reduces machining
- Applicable for both small and high-volume production
Applications
The compression molding process enables the manufacturing of varied ceramic components such as electrical insulators, bio-implants, ferrite magnets, ceramic armor plates, gas sensor tubes, sealing components, cutting tool inserts, and refractory parts for furnace applications.
The challenges with compression molding include the following:
Achieving homogenous green density.
Avoiding cracks or defects during compacting and ejection.
Limiting shape distortion during binder removal and sintering.
Process parameters must be carefully adjusted based on the specific powders and mold designs.
Recent advances include nano-powders, better binder systems, multi-stage pressing for higher densities, vacuum molding, and isostatic pressing to achieve more uniform compacts. Automation and optimization of the compression molding processes can also improve quality and productivity for ceramic component manufacturing.
Vs. Ceramic Injection Molding
- Equipment: CIM uses specialized injection molding machines, and compression molding uses hydraulic presses.
- Capital Cost: CIM equipment is less expensive than high-tonnage compression presses.
- Process Speed: CIM has faster cycle times, and compression requires longer molding times.
- Shape Complexity: CIM can produce more complex and intricate geometries vs. compression molding.
- Dimensional Tolerances: CIM offers better dimensional precision and repeatability.
- Defects: CIM has lower defects as powder filling, and binder mixing is more accessible.
- Scalability: CIM and compression can be scaled up for mass production.
- Materials: CIM offers a broader range of feedstock options than compression.
- Tooling: CIM molds are less expensive than compression mold dies.
- Part Size: Compression can handle more significant parts than typical CIM.
- Production Volumes: CIM is preferred for mid to high volumes; compression can start at lower volumes.
- Cost Effectiveness: CIM has lower overall component costs in high volumes due to automation.
CIM is advantageous for complex, high-precision ceramic components produced in medium to high volumes, while compression molding can offer lower initial costs for simpler geometries. The choice depends on part requirements, materials, and production needs.