Die Casting Process, Materials, Molds, Pros, and Cons | Neway
This article explains high-pressure die casting for aluminum and zinc custom parts, including the die casting process, material selection, mold design, advantages, limitations, and RFQ information buyers should confirm before quotation. The practical RFQ problem is deciding whether a die cast route can meet part geometry, annual volume, surface finish, machining, and inspection requirements without hiding tooling cost or porosity risk.

How High-Pressure Die Casting Forms Aluminum and Zinc Parts
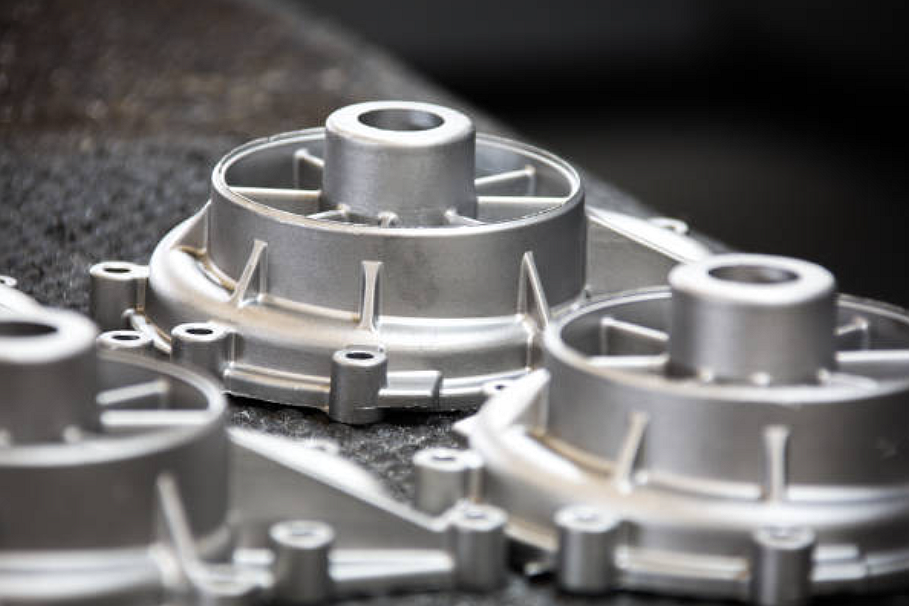
High-pressure die casting injects molten metal into a hardened steel die cavity, then ejects the casting after solidification. The route is widely used for aluminum and zinc parts that need repeatable shape, thin ribs, bosses, mounting features, and production volumes high enough to justify a dedicated die.
The basic production sequence includes melting, shot injection, cavity filling, pressure holding, cooling, ejection, trimming, and downstream finishing. For aluminum die casting, cold-chamber machines are normally used because aluminum has a higher melting temperature. For zinc die casting, hot-chamber machines are common because many zinc alloys cast efficiently at lower temperatures.
Die Casting Process Stage | What Happens to the Part | Manufacturing Risk to Control | RFQ Information Buyers Should Provide |
|---|---|---|---|
Melting and alloy preparation | Aluminum or zinc alloy is prepared for injection | Contamination, incorrect alloy selection, oxide inclusion | Required alloy grade, material certificate need, operating environment |
Injection and cavity filling | Molten metal fills ribs, bosses, walls, and cosmetic surfaces | Cold shut, flow mark, gas entrapment, incomplete fill | 3D model, wall thickness, critical faces, functional surfaces |
Cooling and ejection | The casting solidifies and is removed from the die | Distortion, ejector marks, shrinkage, die sticking | Flatness requirement, visible surfaces, datum surfaces |
Trimming and secondary operations | Flash, gates, runners, and machining stock are removed | Burrs, tool marks, machining allowance, thread control | Drawing notes, threaded holes, finish requirement, inspection plan |
Hot-Chamber vs Cold-Chamber Die Casting Buyer Decision
The hot-chamber or cold-chamber decision depends mainly on alloy behavior, melting temperature, part size, cycle expectation, and machine compatibility. Buyers should not choose the route by part name alone; the alloy and geometry usually decide the casting method.
Hot-chamber die casting is often associated with zinc alloys for small and medium parts that need fast cycle time and strong detail reproduction. Cold-chamber die casting is used for aluminum alloys such as A380 and ADC12, where the molten alloy is ladled into a shot sleeve before injection. A more detailed route comparison is useful when a buyer is deciding between hot-chamber and cold-chamber die casting.
Hot-chamber and cold-chamber die casting also influence die maintenance, shot control, and cycle assumptions. For an RFQ, buyers should not compare zinc and aluminum prices without confirming alloy density, part weight, die life expectation, trimming method, and finish route because the economic drivers differ by alloy and machine type.
Buyer Decision | Hot-Chamber Die Casting | Cold-Chamber Die Casting | RFQ Impact |
|---|---|---|---|
Common alloy family | Zinc alloys and other lower-melting alloys | Aluminum alloys and some higher-temperature alloys | Material choice affects tooling, cycle time, and unit cost |
Part feature fit | Small detailed housings, connectors, hardware, consumer device parts | Aluminum housings, brackets, covers, heat-dissipation parts | Feature size and functional surfaces should be marked on drawings |
Typical secondary work | Trimming, deburring, plating, coating, local machining | Trimming, CNC machining, tapping, shot blasting, coating | Post-processing must be quoted with the casting, not added late |
Design review focus | Cosmetic faces, parting line, plating surfaces, thin details | Porosity, machining allowance, thermal paths, sealing surfaces | Critical dimensions and acceptance criteria should be defined early |
Die Casting Materials: Aluminum A380, ADC12, and Zinc Alloys
Material selection should start with function, weight, strength need, corrosion environment, thermal behavior, surface finish, and downstream machining. Aluminum and zinc die casting can both make precise metal components, but the two material families behave differently during filling, cooling, finishing, and service.
A380 aluminum die casting is often considered when the buyer needs a balance of castability, strength, dimensional stability, and cost. 383/ADC12 aluminum die casting may be considered when fluidity and castability are important for complex shapes. Zinc alloys are often selected for detailed features, good castability, and surface finishing options such as plating or coating.

Die Casting Material | Common Part Types | Manufacturing Strength | Buyer Confirmation Needed |
|---|---|---|---|
A380 aluminum | Housings, covers, brackets, heat-related components | Good all-round aluminum die casting performance | Machined datums, sealing faces, coating, material documentation |
383 / ADC12 aluminum | Complex aluminum castings with thin ribs or detailed forms | Good castability for complex die cavities | Wall design, draft, porosity acceptance, machining allowance |
Zinc alloy | Small housings, handles, connectors, hardware, decorative parts | Fine detail, dense casting, plating compatibility | Finish standard, cosmetic faces, plating or coating route |
Mold and Geometry Factors in Die Cast Parts
A die cast part should be designed with the die cavity, parting line, ejector pins, gates, runners, draft, ribs, bosses, and machining stock in mind. The mold is not only a shape tool; the mold controls metal flow, cooling balance, flash location, part removal, and repeatability.
Uniform wall sections usually cast more consistently than sudden heavy-to-thin transitions. Deep pockets, isolated thick bosses, sharp internal corners, and long unsupported ribs can increase the risk of shrinkage, porosity, flow hesitation, or distortion. A practical design review should identify cosmetic surfaces, sealed surfaces, threaded holes, datum faces, and surfaces that must remain free from gate marks or ejector marks.
Die cast molds also need draft and release planning. A sharp shutoff, deep rib, or long unsupported core may add wear or create flash. Early discussion of parting line and die pull direction helps avoid late tooling changes.
Porosity, Tolerances, Surface Finish, and Secondary Operations
Porosity control is one of the most important die casting quality topics, especially when the part requires CNC machining, pressure retention, sealing, heat dissipation, or cosmetic finishing. Gas porosity and shrinkage porosity are influenced by alloy, gate design, venting, vacuum assistance, fill speed, wall thickness, and cooling.
Buyers should define critical dimensions and inspection points instead of assuming every surface needs the same dimensional control. Common secondary operations include trimming, deburring, shot blasting, CNC machining, drilling, tapping, polishing, coating, plating, impregnation, and assembly. If a die cast surface will be machined, the quotation should state machining allowance and whether exposed porosity is acceptable under the buyer's drawing standard.
Buyer Requirement | Die Casting Risk | Secondary Operation | Inspection Evidence |
|---|---|---|---|
Threaded holes and machined datums | Porosity exposure, tool access, datum shift | CNC machining, drilling, tapping | Dimensional report, thread gauge record, CMM report when required |
Cosmetic outer surfaces | Flow marks, ejector marks, flash, coating defects | Deburring, polishing, shot blasting, coating or plating | Visual standard, finish sample, coating thickness report when specified |
Sealing or pressure-related surfaces | Leakage path, internal porosity, machining breakout | Machining, impregnation, leak test when specified | Leak test record or pressure test record based on buyer criteria |
Heat-dissipation features | Porosity near thermal paths, fin distortion, coating buildup | Machining, surface treatment, flatness control | Flatness report, dimensional inspection, surface finish check |
Pros, Cons, and When Another Casting Route May Fit Better
Die casting is strong when a buyer needs repeatable metal parts, complex shapes, high production efficiency, thin wall capability, and integrated features. The process can reduce assembly work by combining ribs, bosses, mounting points, covers, and housing features into one casting.
The trade-off is tooling cost, design lock-in, porosity risk, and the need for die-specific design review. Die casting may be less suitable for very low-volume demand, extremely large castings, heavy wall sections, or parts where internal soundness requirements exceed what the process can reasonably support. In those cases, sand casting, investment casting, gravity casting, CNC machining, sheet metal fabrication, or additive manufacturing may be reviewed instead.
A buyer comparing aluminum and zinc should also review density, strength need, corrosion exposure, finish requirement, and functional dimensions. The article on zinc die casting vs aluminum die casting is useful when the same part concept could be manufactured in either alloy family.
RFQ Inputs, Cost Drivers, and Inspection Evidence for Die Castings
A die casting RFQ should include 3D CAD, 2D drawings, alloy grade, annual volume, expected order quantity, critical dimensions, cosmetic surfaces, machining needs, finish requirements, assembly needs, and inspection requirements. These inputs allow the casting supplier to review whether the die, process route, and post-processing sequence are realistic for the buyer's part.
Major cost drivers include die size, number of cavities, slide actions, tool steel and heat treatment, casting weight, alloy price, cycle time, trimming, machining time, surface finishing, inspection documentation, packaging, and production ramp stage. A detailed cost explanation is covered in die casting part and mold cost calculation.
RFQ Input | Why It Matters in Die Casting | Quotation Impact | Common Evidence After Production |
|---|---|---|---|
3D model and 2D drawing | Defines geometry, datums, threads, tolerances, and finish notes | Determines die design, machining route, and inspection scope | FAI, dimensional report, marked drawing |
Alloy grade and finish | Controls casting behavior, corrosion response, coating route, and appearance | Affects material cost, scrap risk, and surface treatment process | Material certificate, finish sample, coating or plating record when specified |
Annual volume and order quantity | Shows whether tooling investment is practical | Affects cavity count, die design, unit cost, and production planning | Production lot record and inspection sampling plan |
Critical surfaces and acceptance criteria | Identifies features where porosity, burrs, marks, or distortion matter most | Guides machining allowance, fixture design, and quality control | CMM report, gauge check, leak test, visual inspection record when required |
Related FAQs